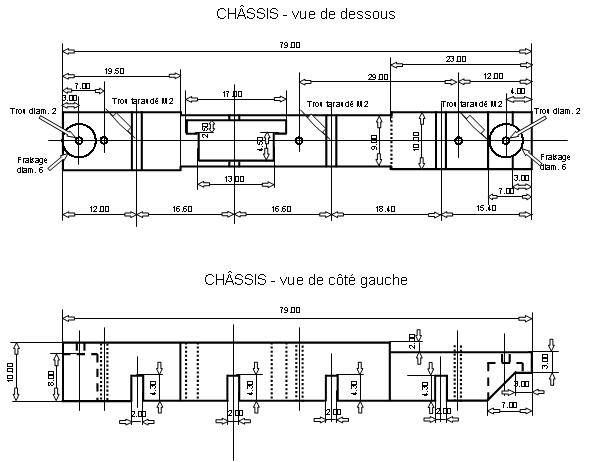
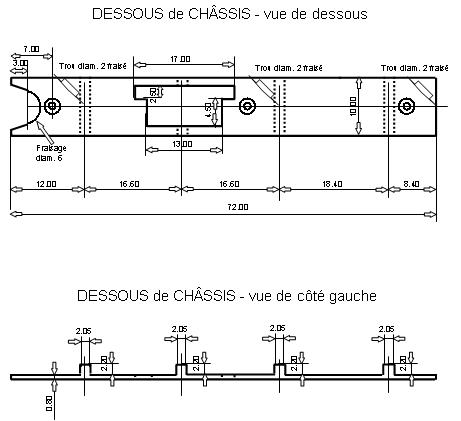
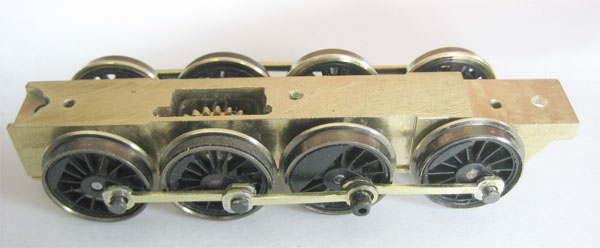
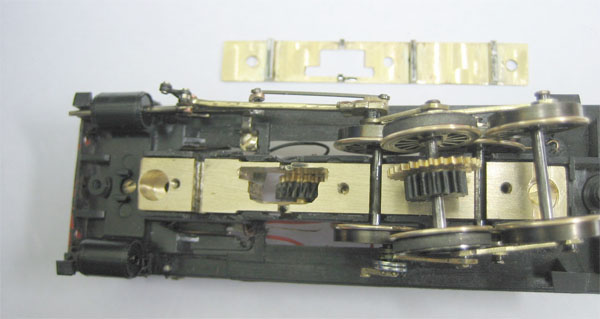
Étape 1 : Le châssis et son dessous en laiton massif.
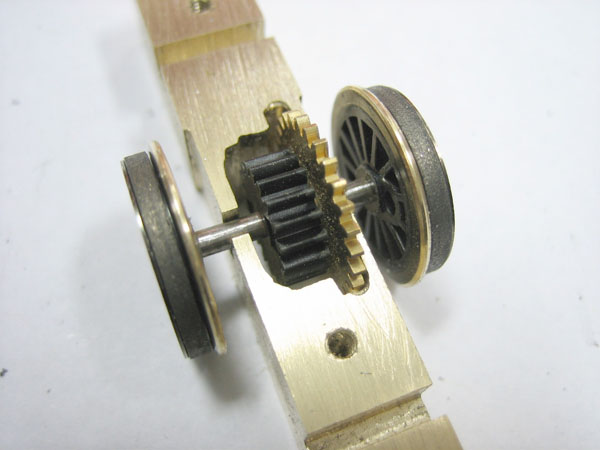
Étape 2: deuxième essieu accouplé équipé de ses 2 pignons (141 TA Jouef), posé dans son logement.
Étape 3: les essieux accouplés proviennent de la 141 TA Jouef. Leur diamètre à la table de roulement est de 15 mm. La hauteur des boudins a été réduite à 0,70 mm. Le diamètre total, pris sur les boudins, est de 16,40 mm (sur les roues d’origine, il était de 16, 20 mm)

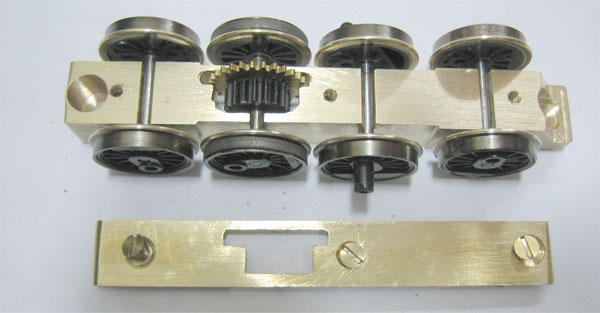
Étape 4 : le dessous de châssis monté (3 vis diamètre 2 à tête fraisée)

Étape 5 : le châssis vu de dessus.

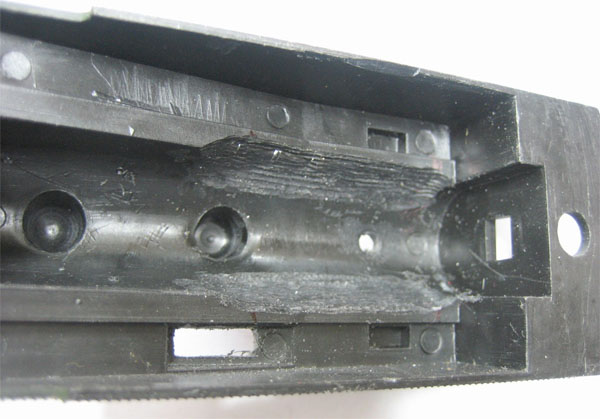
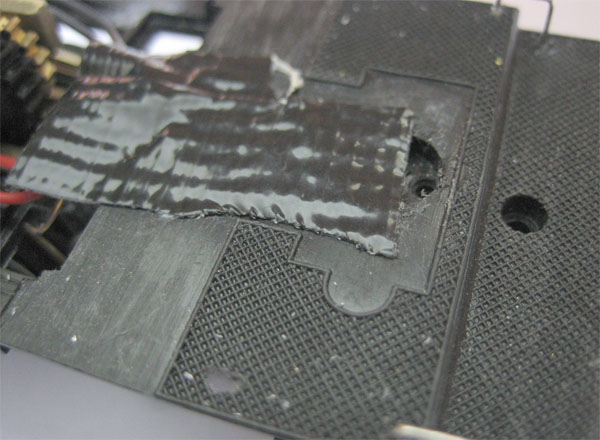
Étape 6 : le châssis/tablier d’origine, évidé pour laisser la place au châssis laiton.
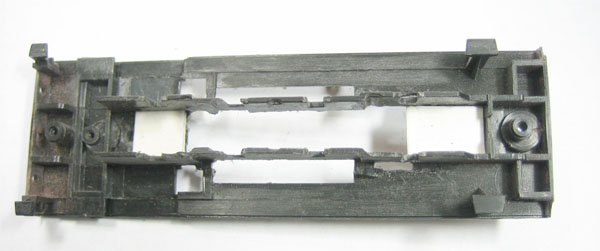
Étape 7 : le châssis/tablier préparé vu de dessous. A l’intérieur.

Étape 8 : le châssis laiton inséré dans la châssis/tablier d’origine.
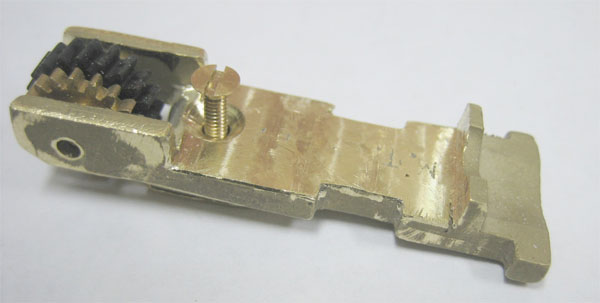
Étape 9 : le support Réf. div 52 équipé du même groupe de pignons que la 141 TA, percé pour être fixé sur le châssis laiton au moyen d’une vis de 2 mm, longueur = 10 mm à tête fraisée.
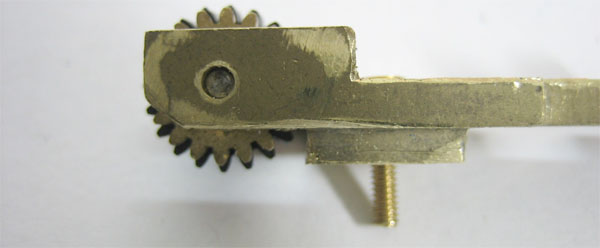
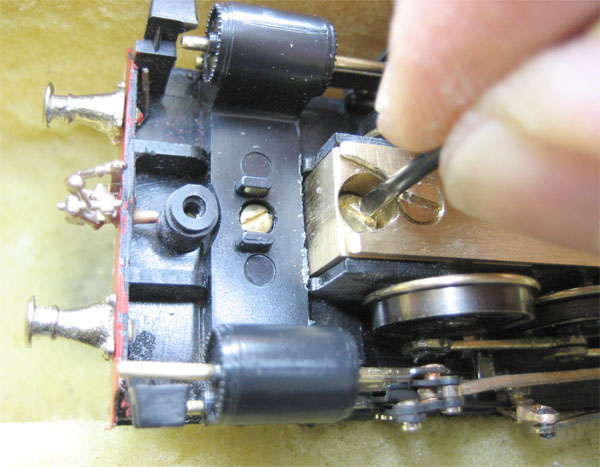
Étape 10 : à la fraiseuse, réduire le tenon sous le support Réf. div 52, à une hauteur de 2, 5 mm environ, afin que les dents des deux pignons en laiton s’emboîtent, avec un jeu de 3 à 4 dixièmes.
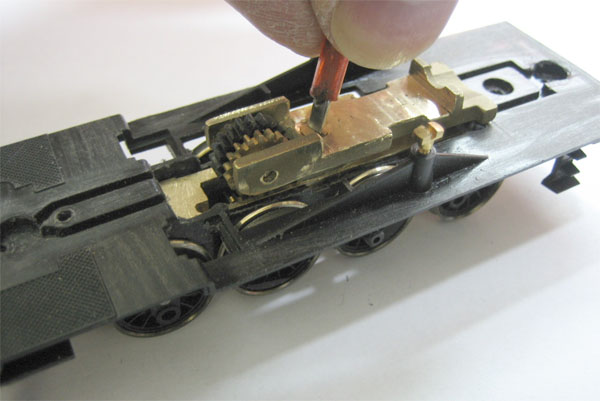
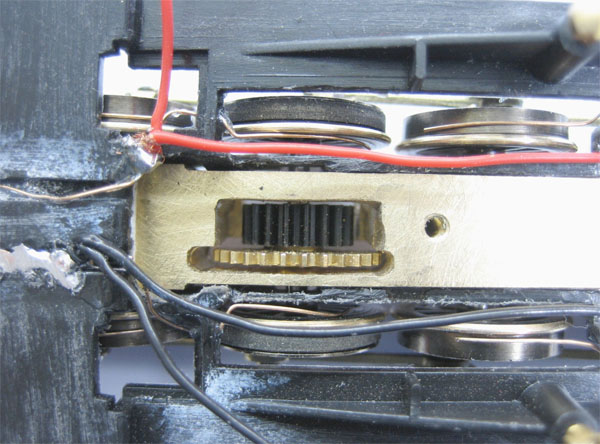
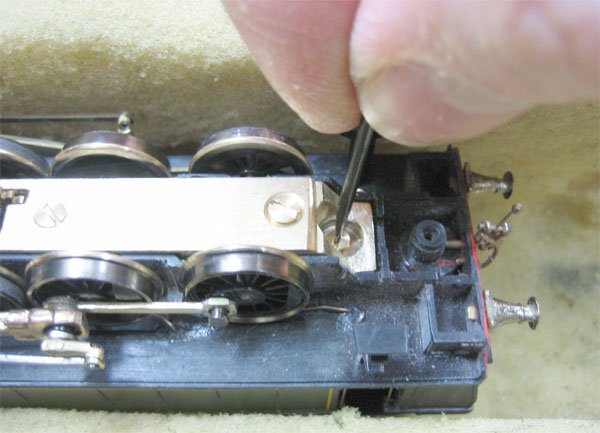
Étape 11 :fixation du support div 52, une fois la hauteur de son tenon ajustée. Le trou taraudé dans le châssis laiton est celui (central) utilisé en bas pour fixer le dessous de châssis.
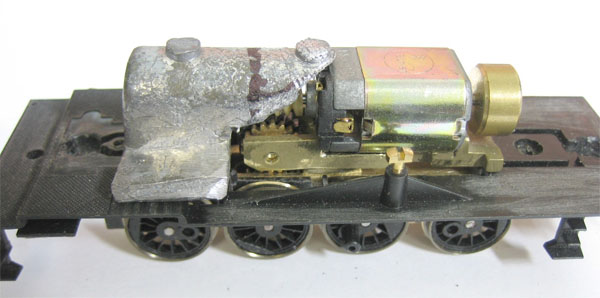
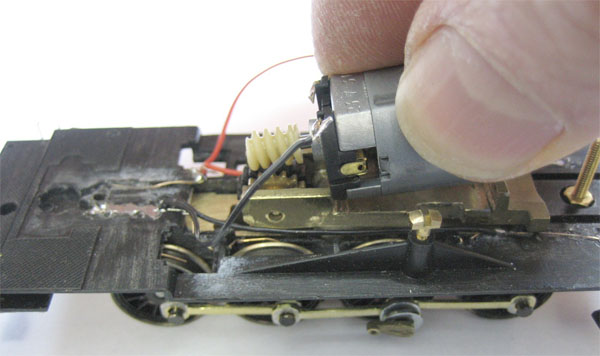
Étape 12 : pose (provisoire) du moteur pour nouvelle découpe du lest à l’avant.

Étape 13 : préparation de 8 entretoises (petites sections de tube laiton diamètre 3 mm, intérieur 2 mm) pour les bielles d’accouplement.

Étape 14 : les entretoises sont soudées dans les têtes de bielles (sauf celles qui iront sur les tourillons des roues motrices), puis réduites à la lime de Genève.

Étape 15 : les bielles d’accouplement sont réduites en largeur : 1,5 mm au lieu de 2 à l’origine.
Étape 16 : les bielles d’accouplement sont montées sur les roues au moyen des tourillons de diamètre 2 mm.
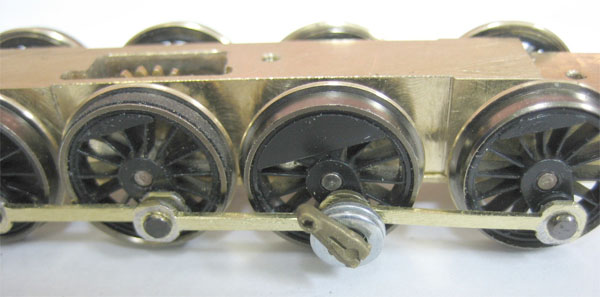
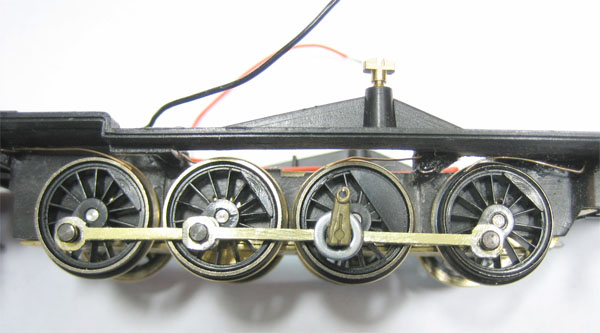
Étape 17 : les bielles d’accouplement sont provisoirement maintenues sur les tourillons des roues motrices, pour les essais de roulement. Ne continuer les opérations qu’après avoir obtenu un fonctionnement sans point dur !

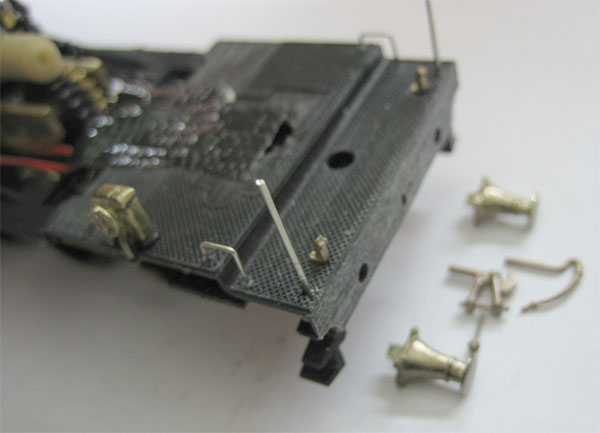
Étape 18 : préparation des traverses avant et arrière. J’ai choisi de tout araser puis poncer, afin d’obtenir une surface bien plane pour une pose facile des décalcomanies.
Étape 19 : il est nécessaire de fraiser un peu l’intérieur de la chaudière au droit de l’emplacement futur du moteur. Diminuer aussi la paroi arrière du foyer, afin que le volant d’inertie n’y frotte pas.

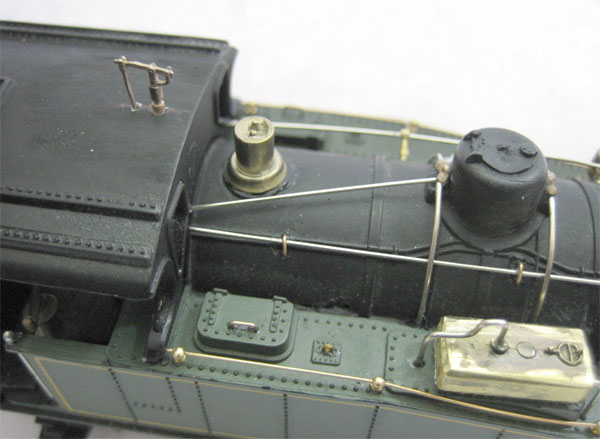
Étape 20 : remplacement du réservoir/doseur TIA par l’accessoire Réf. div 33, et des soupapes par la Réf. soup 06.
Étape 21 : pose d’un robinet de frein (Réf. C 07), d’une colonne/manivelle (Réf. div 31), et d’un levier de régulateur (Réf. C 19)
Étape 22 : pose de mains-montoirs en fil maillechort dressé de 0,4 mm et de poignées sur les trappes de soutes à eau en fil de bronze de 0,3 mm.

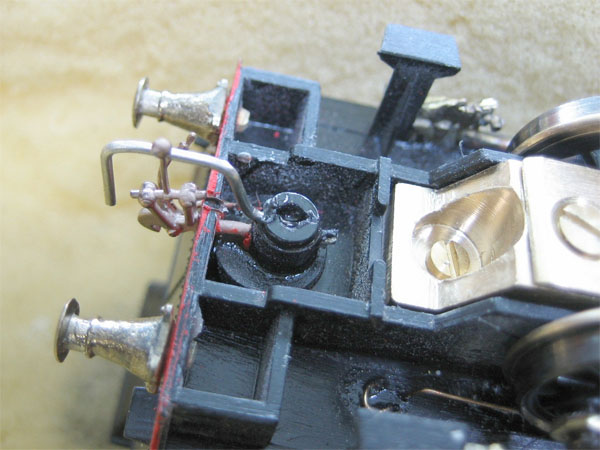
Étape 23 : perçage (diam. 0,6mm, profondeur = 1,5 mm) des chapelles Réf. div 62, par en-dessous.

Étape 24 : du fil téléphone est dénudé sur une longueur de 1, 5 mm puis collé sous les chapelles.

Étape 25 : les chapelles sont posées, ainsi qu’un bouchon autoclave de chaque côté. Poser également 4 anneaux de levage (L’Obsidienne), et un départ de tuyauteries de sablière (Réf. div 100) à l’avant et à l’arrière du dôme.
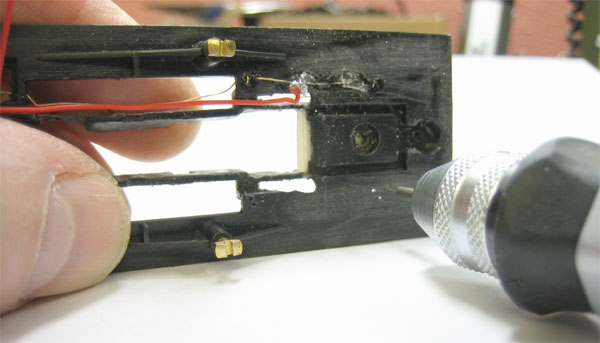
Étape 26 : perçage des trous (diam. 0,5 mm) sur le tablier, pour le passage des fils de bronze palpeurs. Pour chaque roue : 3 trous en triangle.
Étape 27 : l’ancrage de chaque fil palpeur doit être prévu à distance de la roue, afin d’obtenir de la souplesse pour un contact léger, sans freiner les roues.
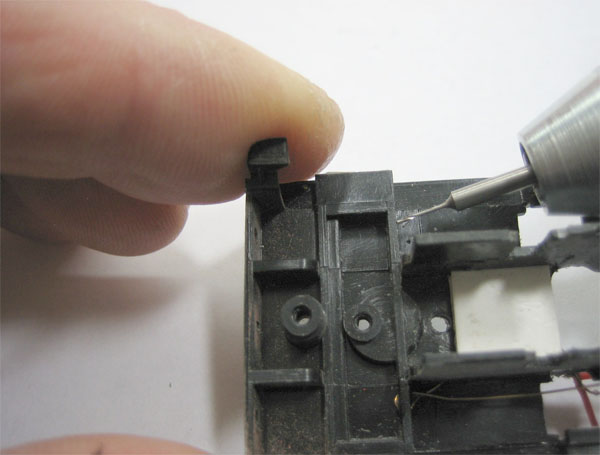
Étape 28 : pour les roues du premier essieu, on peut percer dans cette paroi.
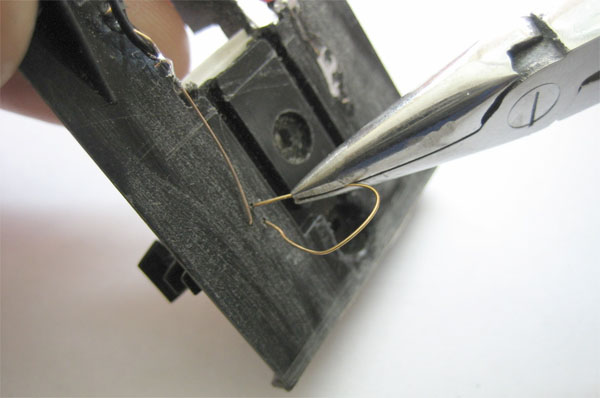
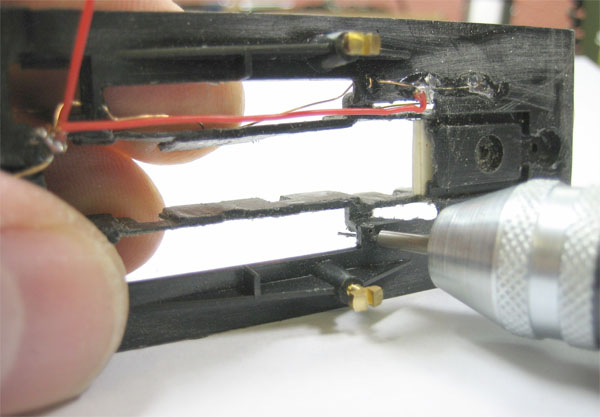
Étape 29 : fil de bronze est passé 2 fois, c’est comme de la couture.
Étape 30 : le fil de bronze est ensuite collé dans les trous à la cyanoacrylate. De chaque côté, du fil isolé relie les palpeurs de l’avant et de l’arrière, ainsi qu’aux bornes du moteur.
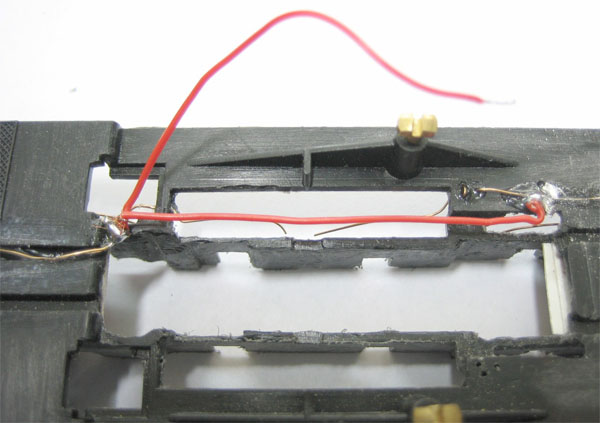
Étape 31 : les fils palpeurs sont maintenant formés en arrondi au-dessus du bandage des roues.
Étape 32 : pour les roues avec anneau d’adhérence, les palpeurs sont formés pour toucher l’intérieur des bandages.
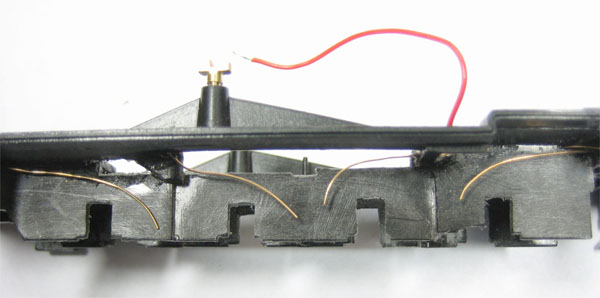
Étape 33 : vue en élévation des palpeurs en contact sur les bandages des roues.
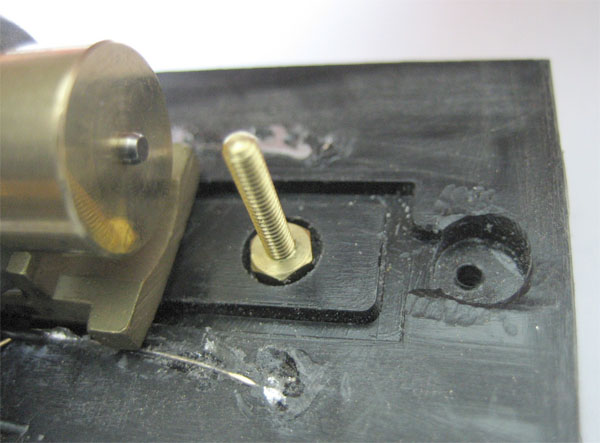
Étape 34 : maintien provisoire du châssis laiton avec une vis et écrou de 2 mm.
Étape 35 : le support div 52 peut maintenant être fixé définitivement.
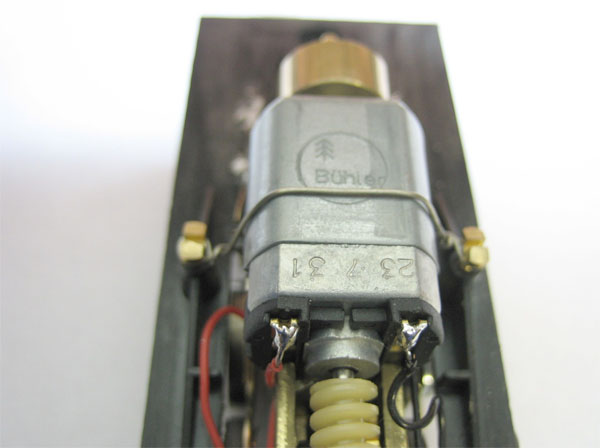
Étape 36 : le moteur Bühler est emboîté sur le support div 52.
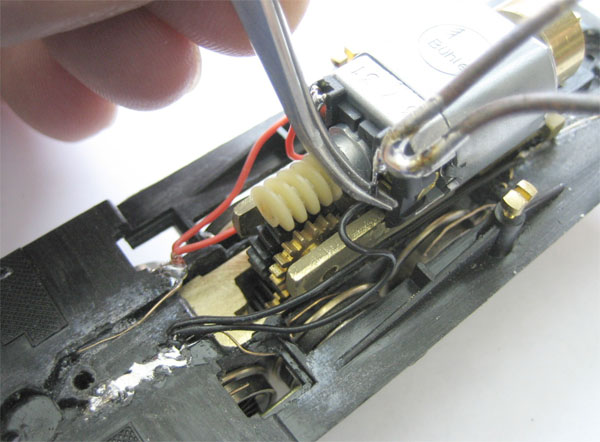
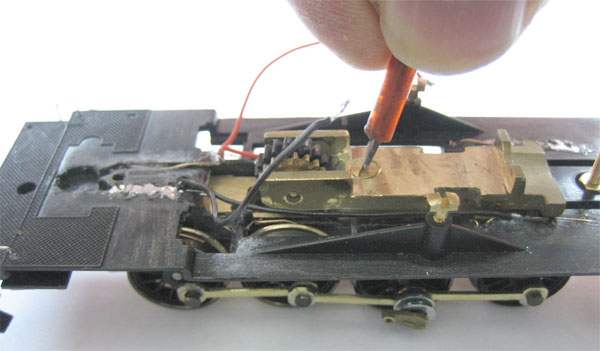
Étape 37 : soudure des fils d’alimentation sur le moteur.
Étape 38 : maintient du moteur par un fil maillechort ou laiton de 0,5 mm.
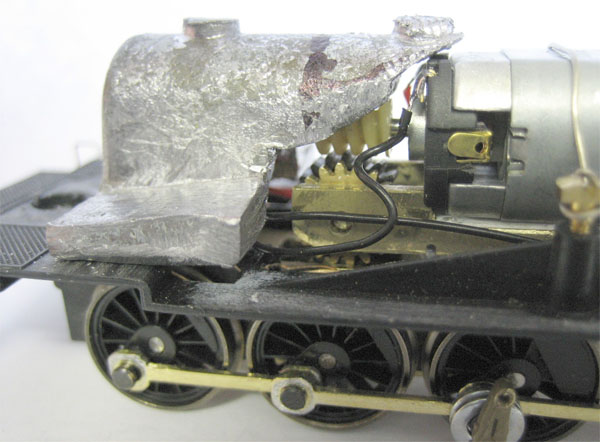
Étape 39 : vérifier qu’aucune pièce en mouvement ne touche le plomb du lest.

Étape 40 : vérifier l’emboîtement du lest dans la chaudière.
Étape 41 : isoler les fils électriques par un coupon de ruban adhésif.
Étape 42 : pose du graisseur mécanique (Réf. pomp 13), des mains montoirs (fil maillechort dressé de 0, 5 mm). Préparer les tenons des tampons, attelage et demi-accouplement de frein. Pour mon modèle : la 040 TA 1 au début des années 50, j’ai posé des tampons d’origine (Réf. T 02), l’attelage Réf. att 01 et le demi-accouplement Réf. att 02. Ne pas les coller maintenant, mais les peindre en noir mat 33 Humbrol.
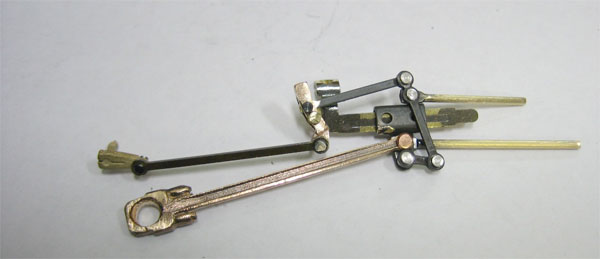
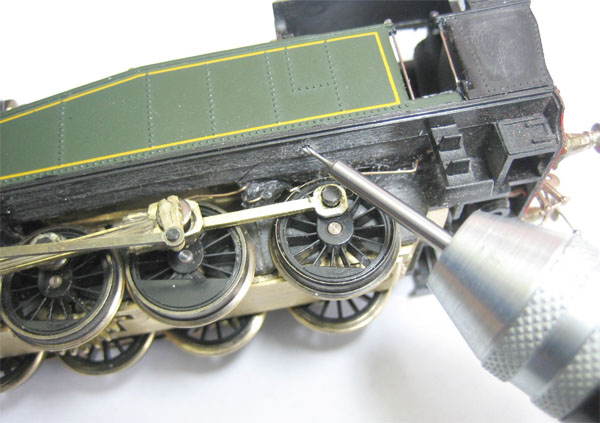
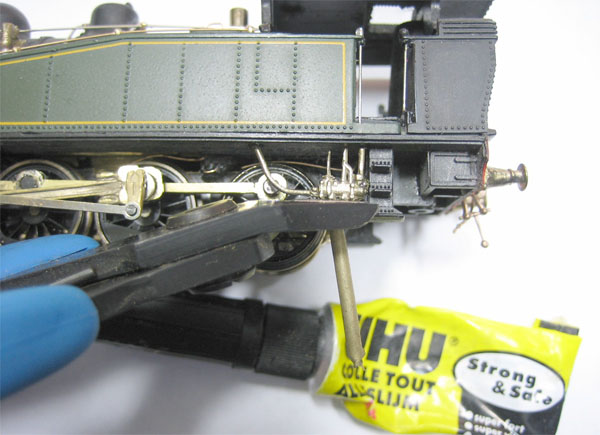
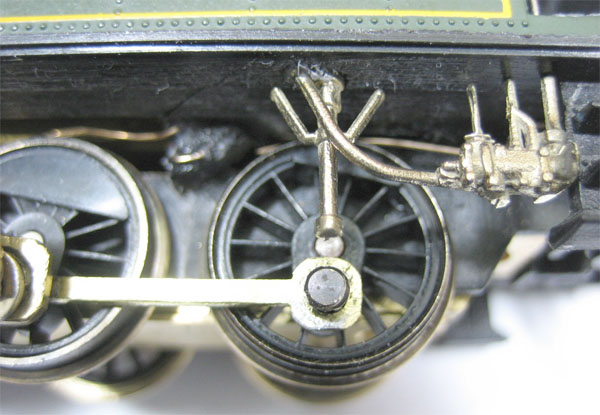
Étape 43 : les bielles motrices (Réf. C 30) destinées à l’origine aux 140 C conviennent à merveille. J’ai également remplacé les coulisses par des pièces destinées à mes « Mikado PLM », mais cela entraîne quelques précautions pour éviter des blocages (voir photo N° 49). Les manivelles d’origine en tôle pliée sont remplacées par des pièces Réf. man 01.
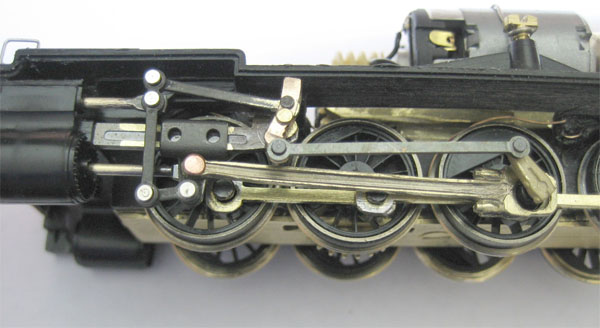
Étape 44 : le nouvel ensemble monté.

Étape 45 : réduire la tête de 2 vis laiton diamètre 2 mm, longueur = 6 mm (à tête fraisée)
Étape 46 : déposer provisoirement le dessous de châssis pour poser ces vis de fixation des supports d’embiellages.
Étape 47 : vue rapprochée d’une vis de fixation de support d’embiellage en place. La tête ainsi réduite évite le risque de contact avec la roue.
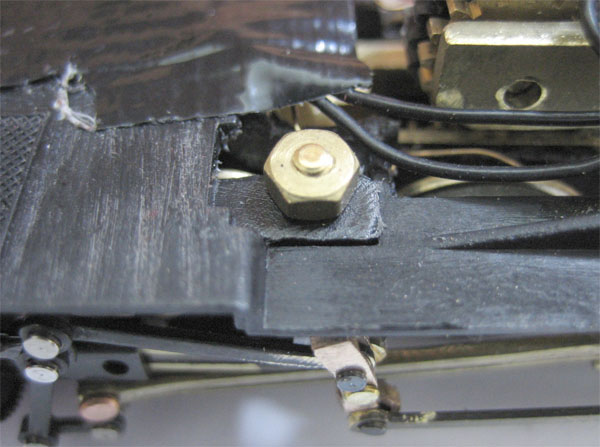
Étape 48 : au-dessus du tablier, pose de l’écrou sur la vis de fixation du support d’embiellage.
Étape 49 : pour ne pas être obligé de réduire la longueur des coulisses, j’ai dû diminuer l’épaisseur du tablier, au-dessus de leur emplacement.

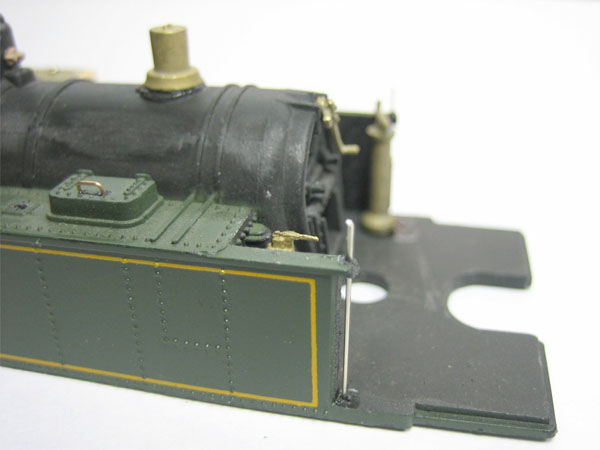
Étape 50 : mise en peinture (Humbrol 60) des traverses avant et arrière.

Étape 51 : avec des supports de mains courantes courts (Réf. div 96), pose de la tringle de commande d’échappement côté gauche, et de mains courantes au-dessus des soutes à eau.

Étape 52 : le levier de commande d’échappement est issu d’une plaque Réf. lev 04. Pour figurer le servo-moteur de commande de marche, j’ai utilisé une petite pompe à air, placée horizontalement.

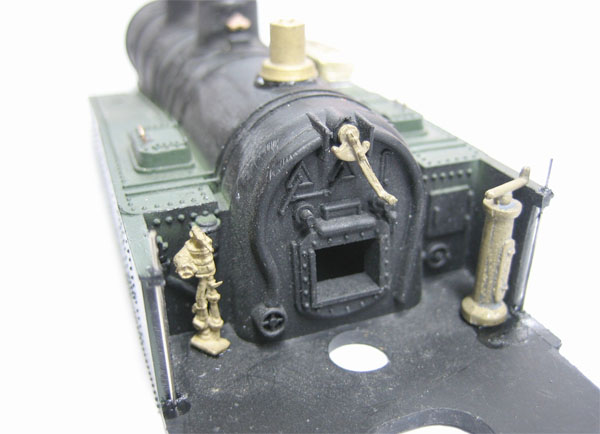
Étape 53 : sur la porte de boîte à fumée, araser la lanterne et le volant, représentés en relief de moulage. Poser à la place un support de lanterne (Réf. div 69) et un volant (Réf. vol 05)

Étape 54 : mêmes opérations sur le côté droit de la boîte à fumée. Poser une pompe à air Réf.pomp 15 et une vanne de souffleur (Réf. vol 07)
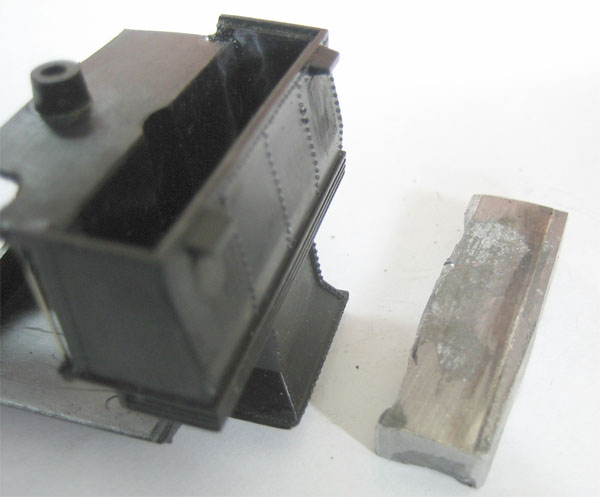
Étape 55 : par martelage du morceau de plomb restant du lest d’origine, former le lest à emboîter dans la trémie de charbon à l’arrière.

Étape 56 : après avoir vérifié qu’il ne dépasse pas en bas (ce qui empêcherait le bon emboîtement de la partie arrière sur la superstructure), coller le lest dans la trémie.
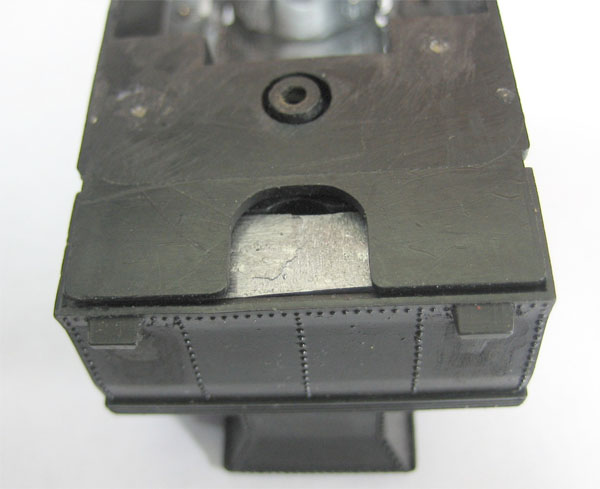
Étape 57 : vérifier le bon emboîtement.

Étape 58 : au-dessus de cette partie arrière, éliminer la grille d’aération d’origine. Fraiser sur la trace de moulage, afin que le mastic de rebouchage s’y accroche bien.

Étape 59 : enduire de mastic. J’ai utilisé du Sintofer pour carrosserie auto.
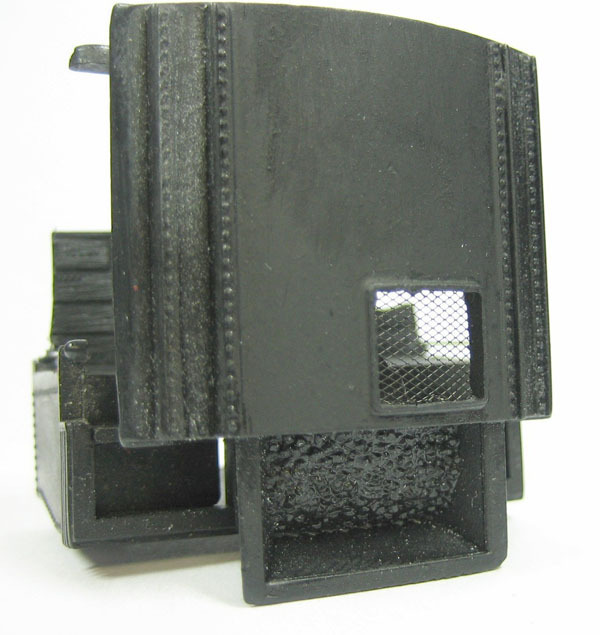
Étape 60 : poncer l’excédent de mastic. Poser une grille plus fine, découpée dans une plaque Réf. gril 04. La toiture est ensuite repeinte avec du noir 33 Humbrol.

Étape 61 : pose de vitrages aux fenêtres centrales, et d’un sifflet sur la toiture (Réf. sif 01)

Étape 62 : sur la face arrière, pose de décalcomanies AMF 87 (Réf. D 003)
Étape 63 : sur la traverse arrière, pose des tampons, attelage, et conduite de frein, préalablement peints en noir mat 33 Humbrol (nota : sur mon modèle, je ne les ai pas peints pour l’instant, afin de laisser visibles ces accessoires de remplacement pour mes photos et catalogue)

Étape 64 : sur la traverse avant, pose des décalcomanies.
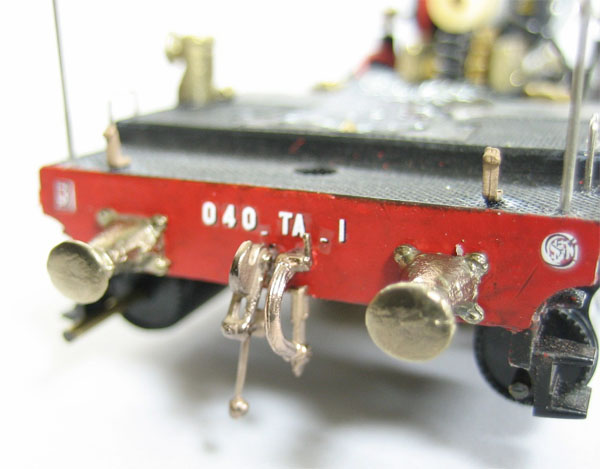
Étape 65 : pose des tampons, attelage, conduite de frein (même nota qu’en étape 63). Pose de supports de lanternes (Réf. div 69) sur le tablier.
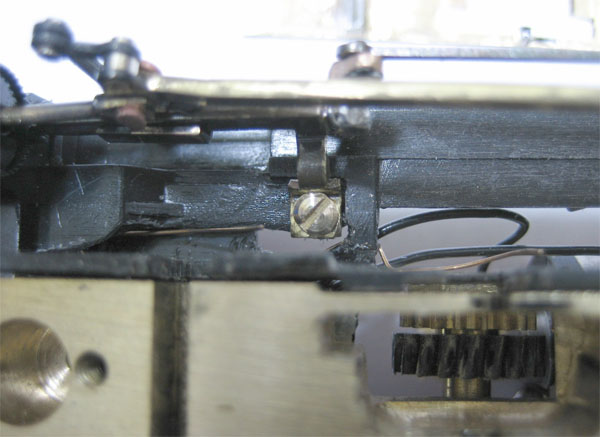
Étape 66 : pour assembler le châssis/tablier à la superstructure à l’avant, utiliser une vis à filet profond assez longue, mais pas trop pour ne pas avoir à forcer.

Étape 67 : j’ai utilisé une vis de chaudière de loco Jouef, et une entretoise.
Étape 68 : l’arrière, utiliser la petite vis d’origine.
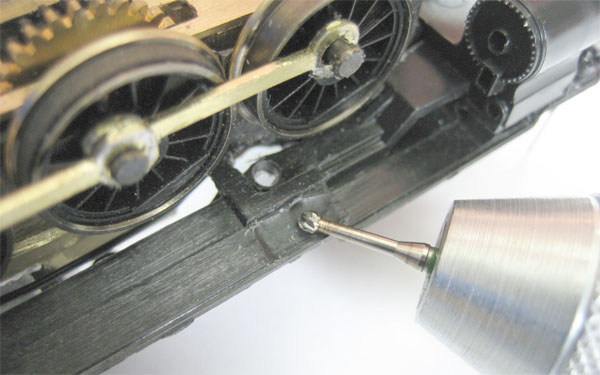
Étape 69 :sous le tablier côté gauche, perçage à cet endroit pour la pose de l’injecteur.

Étape 70 : préparation de l’injecteur (Réf. inj 03) à placer côté gauche.
Étape 71 : pose de l’injecteur côté gauche. Après collage, couper la tige du bas.
Étape 72 : pose de la prise du Flaman (Réf. C 12) au droit de l’axe de la dernière roue accouplée.

Étape 73 : préparation de l’injecteur (Réf. inj 02) à placer côté droit .

Étape 74 : pose de l’injecteur côté droit, sur lequel est soudée une tuyauterie en fil maillechort ou laiton diam. 0,7 mm.
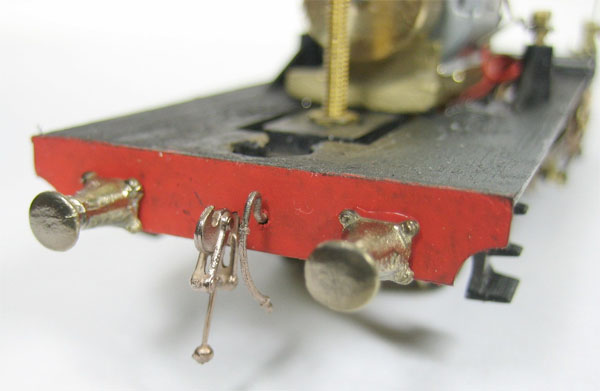
Étape 75 : afin de pouvoir accrocher ma loco à tous wagons munis d’attelage à boucle – tout en ayant mes traverses équipées d’organes d’attelage et de frein factices – j’ai posé un crochet faisant le tour de ces organes par dessous.
Étape 76 : pose de la tringle de commande de sablière manuelle, en fil de 0,4 mm.

tape 77 : pose de tuyauteries sur la pompe à air, en fil de 0,5 mm. Les poignées montoirs sur les angles à l’avant du tablier sont confectionnées avec du fil de 0,4 mm.