
A l’origine, les « 5000 » du MIDI furent commandées par cette compagnie et construites de 1908 à 1914 par différentes firmes, au nombre total de 47 unités. Elles répondaient principalement aux besoins de la fameuse « ligne des Causses » (Neussargues à Béziers), au profil très accidenté.
Après la création de la SNCF, celle-ci muta 10 de ces locomotives sur la région Nord (nouvelle numérotation : 2-050 TE 1 à 10), et 12 sur la région Sud-Est (nouvelle numérotation : 5-050 TB 1 à 12). Par la suite, d’autres unités furent encore mutées dans ces régions et en 1957 la région Nord en avait 16, la région Sud-Est : 7 (dépôts de Lyon-Vaise, Ambérieu et St Etienne) et la région Méditerranée : 7. Le nombre de machines au Nord s’éleva à 24 en 1962, tandis qu’il n’y en avait plus en service sur les régions 5 et 6. La région Sud-Ouest n’en avait plus que 4 à l’inventaire cette année-là.
Parallèlement, en 1908 la compagnie du P.O. fit construire 25 machines quasi-identiques quand à l’aspect extérieur. Toutefois, un troisième dôme de sablière fut ajouté à partir de la 5506. Elles étaient numérotées 050-5501 à 25.
Sur l’ancien territoire « Midi », les dernières machines en service : N° 25 et 42, puis les 34 et 41, affectées au dépôt de Séverac-le-Château, assuraient les dessertes des antennes de Bertholène à Espalion et Tournemire-St Affrique dans les années 50. A noter qu’à partir de la création de la région Méditerranée le 1er janvier 1947, le dépôt de Séverac en fit partie, et devint annexe de Béziers le 1er mars 1952. Donc, afin de ne pas les confondre avec les 050 TA du Sud-Est, leur numérotation fut changée en 6-050 TB. Ces dernières machines furent radiées en 1960.
Sur la région Sud-Est, les deux dernières du dépôt d’Ambérieu (5-050 TB 24 et 35) sont mutées sur la région Nord au printemps 1955. Au dépôt de St Etienne sont encore affectées en 1956 les 5-050 TB 9, 12, 15, 30 et 35. Les dernières sont radiées en 1957, sauf deux machines mutées à Longueau : N° 3 et 35.
Sur la région Nord, il restait 33 machines 050 TE à l’effectif au 1er janvier 1962, d’origines Midi et P.O. confondues. Les dernières machines furent radiées le 30 décembre 1967 : 2-050 TE 31, 39, 516 et 523.
Preuve que ces locomotives donnèrent entière satisfaction, la SNCF s’en était largement inspirée pour les nouvelles 050 TQ en 1948.
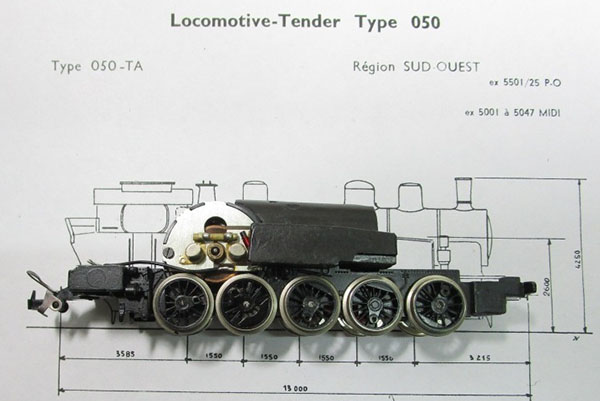
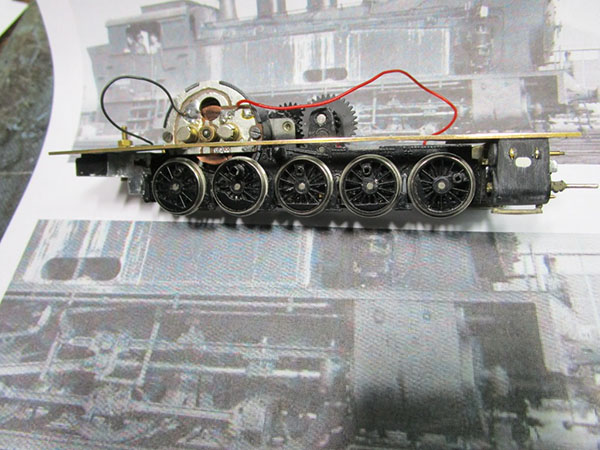
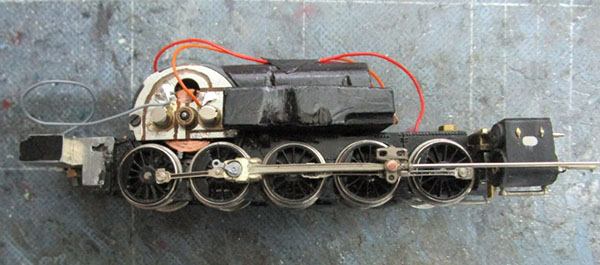
A l’expo du CFFC à Pontarlier, j’ai acheté une 050 TA Fleischmann, qui est une « T 16 francisée », portant la Réf. 4095. Posée sur un diagramme à l’échelle 1/87ème de la 050 Midi/P.O., je constate que le châssis a la même longueur, les 5 essieux sont aux bons emplacements et les roues au bon diamètre. De plus, pas besoin de repeindre ces roues, puisqu’elles sont déjà noires. Ca m’intéresserait de construire une 050 d’origine Midi ou P.O. avec ce châssis-moteur au fonctionnement sans faille.
Un ami me le demande, pour son réseau dont le magnifique décor a pour thème la Creuse au temps du P.O.-MIDI. Le même travail que pour la 050 TX m’attend, avec en plus le déplacement des roues accouplées motrices et bielles motrices du 3ème au 4ème essieu, et donc les modifications nécessaires sur les crosses de pistons, leurs guides et les embiellages de distribution.
Pour bien connaître ces locomotives, je me suis inspiré des lectures suivantes
-
« Les locomotives-tender de route » tome 3, pages 121 à 143 (éd. du Cabri)
-
« Les dépôts vapeur du PLM »,
-
« Les dépôts vapeur du Sud-Ouest », dépôt de Séverac-le-Château, pages 252 à 255 (éd. LVDR)
-
« Voies Ferrées » N° 171, pages 10 à 30
-
« Les 141 TA et le dépôt d’Ussel » (éd. LR Presse)
Pour cette construction, je me suis inspiré de l’article de Yann Baude dans « Loco-Revue » N° 720, pages 42 à 48 et 721, pages 24 à 31.
Merci à Stéphane Gaychet, Jean-François Lavrut, Laurent Quelet et Patrice Robinet pour leurs prêts de documents, et à Christophe Dufrenoy pour la fourniture de cheminée et dômes provenant de ses kits, et des plaques photogravées.
Eric Seibel - novembre 2018 à mars 2019
PHOTOGRAPHIES ET LÉGENDES DES OPÉRATIONS PAS À PAS.

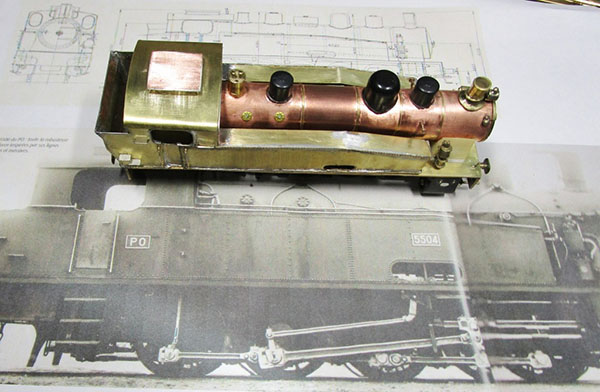
2 – Le modèle posé sur un diagramme de 050 P.O.-MIDI à l’échelle 1/87°
Les roues sont au bon diamètre, les essieux sont bien aux bons endroits.
Le bloc-cylindres et les bielles sont déjà déposés.
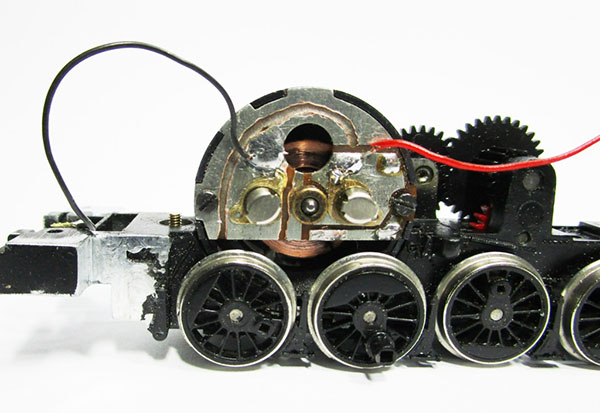
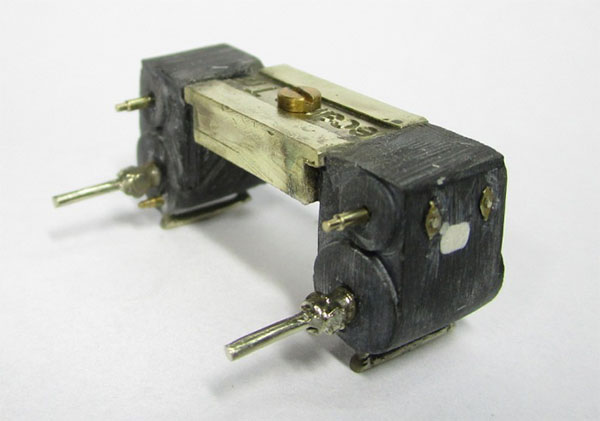
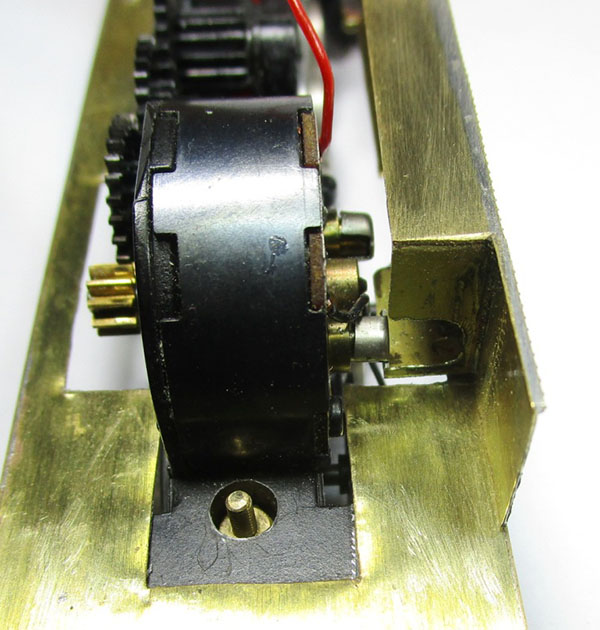
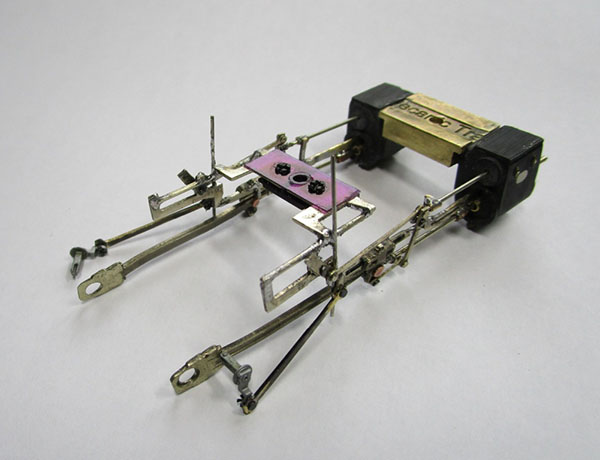
3 – La superstructure étant retirée, on découvre la moto-transmission classique de la marque, d’une robustesse légendaire. Le lest sera aussi réutilisé.

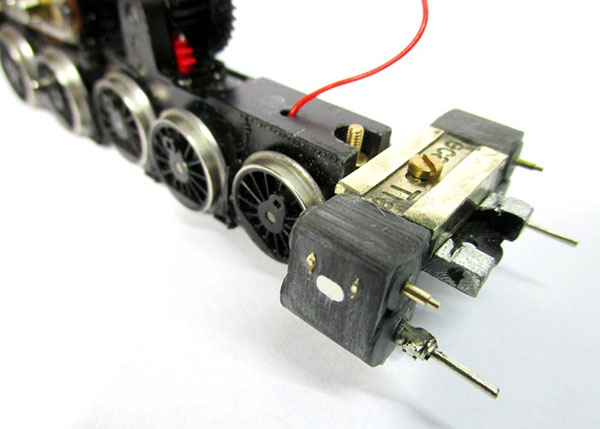
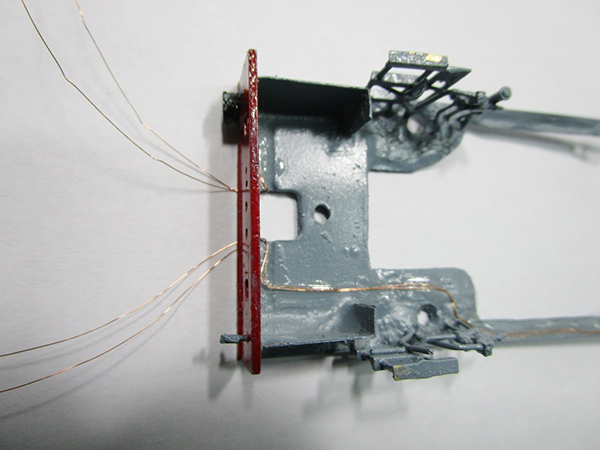
4 - Les boudins des roues, d’une hauteur de 1,20 mm à l’origine, sont diminués à une hauteur de 0,80 mm. Le châssis est fraisé à l’avant, au droit du bloc-cylindres, et un trou de 2 mm est percé au centre, avec logement dessous de Diamètre 6 mm pour le futur écrou ; ce sera l’ancrage de la future tige filetée de 2 mm pour l’assemblage châssis/tablier/corps cylindrique.
5 – A l’arrière, fraisage du châssis et perçage d’un trou de 2 mm pour l’autre point d’ancrage.
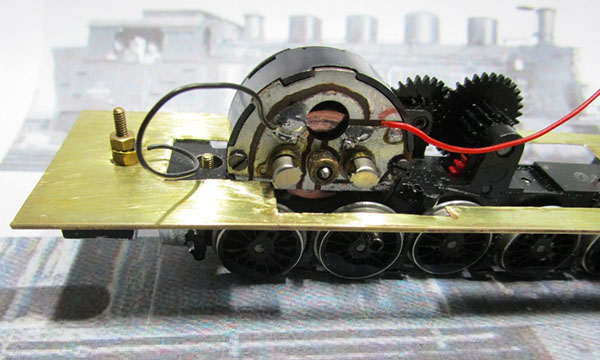
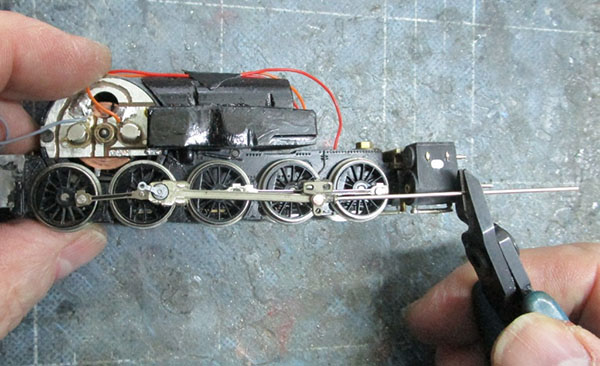
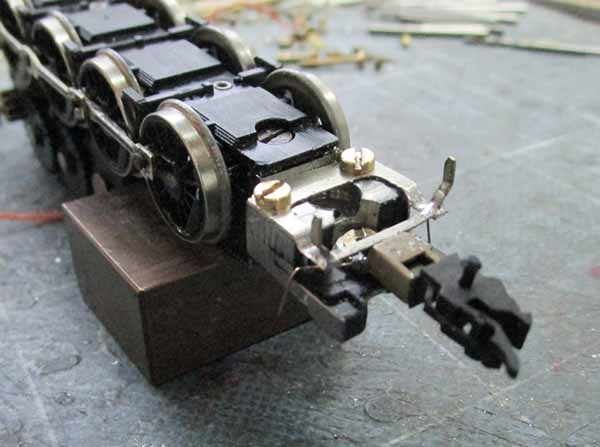
6 – Les roues accouplées MOTRICES, à l’occasion de leur dépose pour diminution de la hauteur de leur boudin, sont ensuite remontées sur le 4ème essieu (au lieu du 3ème à l’origine).
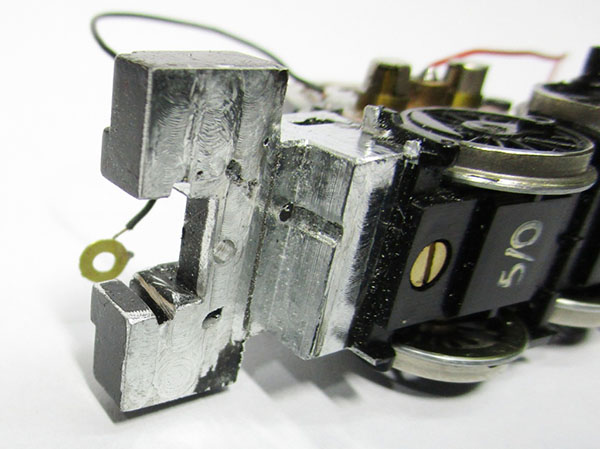
Sur le flasque qui porte les charbons du moteur, DEUX sillons sont fraisés à main levée (petite fraise sphérique sur mini-perceuse) afin de séparer complètement la polarité de la masse du châssis, car c’est obligatoire pour un fonctionnement en digital comme il est prévu pour ce modèle en construction. Attention, ne pas oublier le sillon entre l’axe du moteur et le porte-charbon de gauche.

7 – Confection d’un nouveau bloc-cylindres. Pour obtenir la forme et les dimensions généreuses des cylindres de la machine P.O.-MIDI, j’ai réutilisé ceux (en résine, donc isolants) de 241 A PLM autrefois au catalogue M.T.
Le nouveau bloc-cylindres est ici vu de l’arrière.
8 – Vue de l’avant. Contre-tiges de pistons M.T. Réf. div 76, ensembles purgeurs Réf. div 50.
9 – Montage d’essai sur le châssis. L’encoche fraisée au-dessus a une hauteur en rapport à celle de la partie centrale du bloc-cylindres, et de celle de l’axe des essieux : les tiges de pistons doivent se trouver à la même hauteur que les essieux.
10 et 11 - Découpe de la plaque principale du tablier et perçage des deux trous d’assemblage, ceux du châssis (voir les opérations 4 et 5) servant de guides.
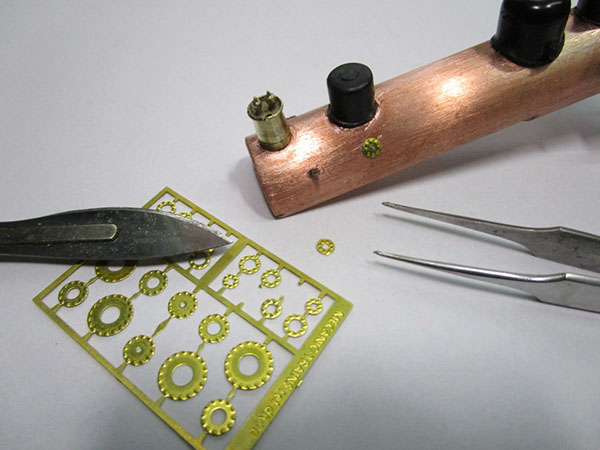
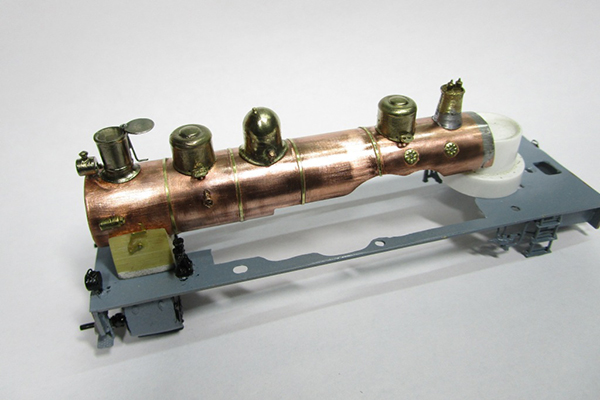
12 – Le corps cylindrique de la machine réelle avait un diamètre de 1, 55 m ce qui fait 17. 80 mm au 1/87° ; j’ai décidé d’utiliser du tube de cuivre de 18 mm.
Pour figurer les bouchons autoclaves, perçage de trous de 1 mm, collage d’une section de fil maillechort de 1 mm, puis collage de petites rondelles cerclées de rivets, prélevées sur une plaque photogravée M.T. Réf. div 70.

13 – Soupapes M.T. Réf. soup 09. Pour cette loco, la pièce est surélevée par une petite section de tube laiton (Diam. 6 mm, hauteur 2), ajustée à sa base sur l’arrondi du corps cylindrique.
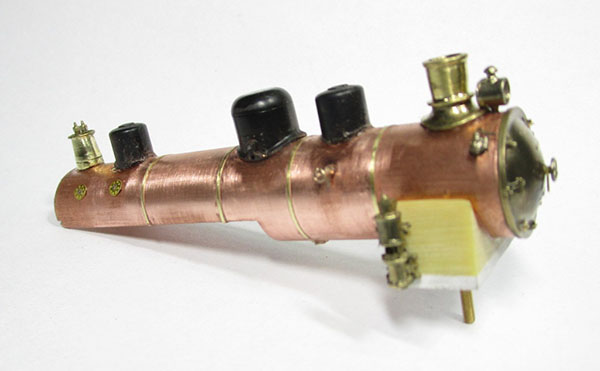
14 – Cheminée M.T. Réf. chem 08. Dômes récupérés sur des épaves de corps cylindriques inutilisés ; le dôme de vapeur est celui du modèle de base Fleischmann. La pompe à air est une M.T. Réf. pomp 06, la vanne de souffleur est la Réf. vol 07, les chapelles sont des Réf. vol 06.

15 – Les cercles de chaudière sont des M.T. Réf. div 92 c), la porte de boîte à fumée la Réf. pbf 17 avec volant Réf. vol 05, le fanal acétylène est la Réf. fan 07. Sur ce côté gauche est posée une pièce représentant un boîtier de commande, pièce provenant de mon ancien kit de 141 C « Mikado Etat » ; il s’agit de la Réf. eta 16.
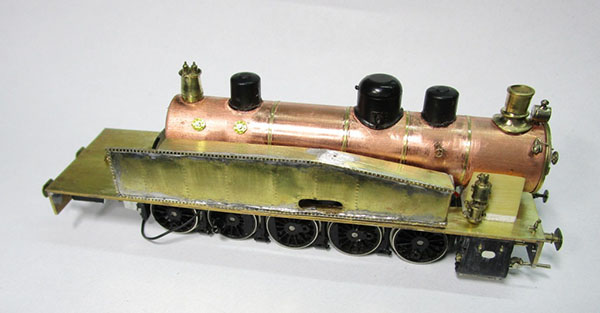
16 – Ajustement du corps cylindrique sur l’ensemble châssis/tablier/lest. Le berceau de boîte à fumée est mis en forme sur le bloc-ponceur à partir d’un berceau de 140 L M.T. Réf. div 18.

17 – Traçage des coupons de tôle laiton épaisseur 0. 20 mm, découpe, puis traçage des lignes de rivets côté intérieur.
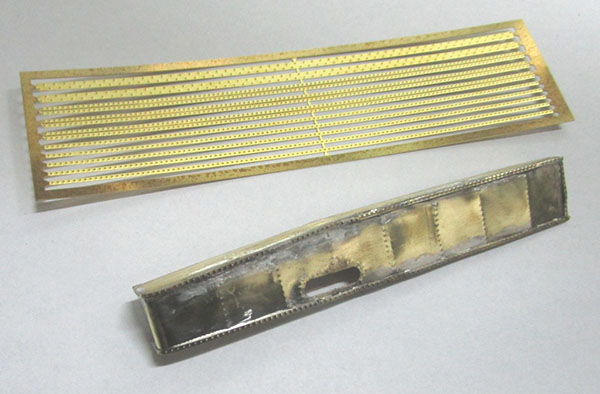

18 et 19 – Après marquage des lignes de rivets verticales et pliage, pose par soudure de bandes rivetées M.T. Réf. div 92 r
20 – Soudure des bandes de tôle laiton pour les autres bordures.

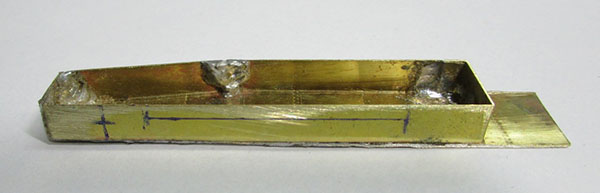
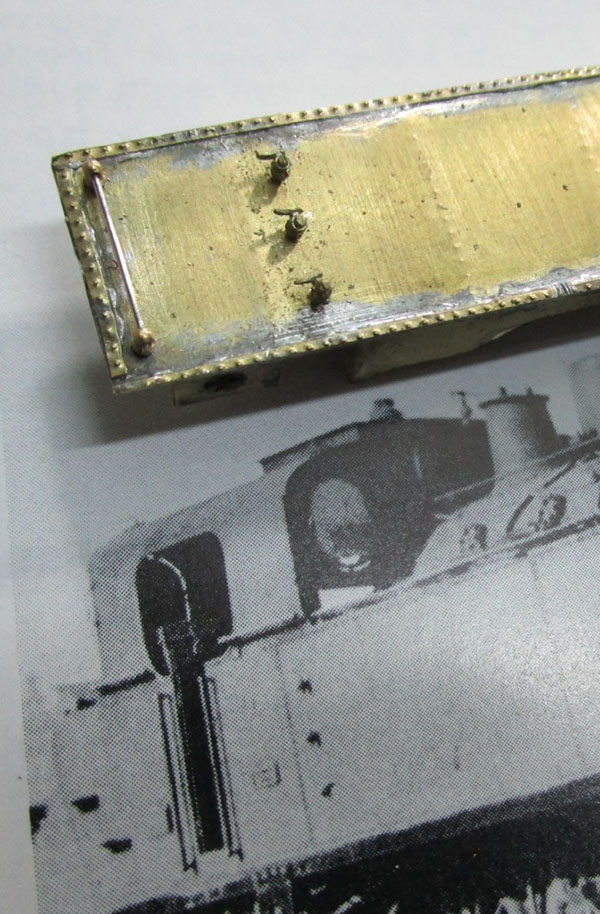
21 à 23 – Perçage de la bordure du dessous avec le tablier, puis soudure d’un écrou de 2 mm dans la caisse à eau, pour la fixation de celle-ci à l’avant.
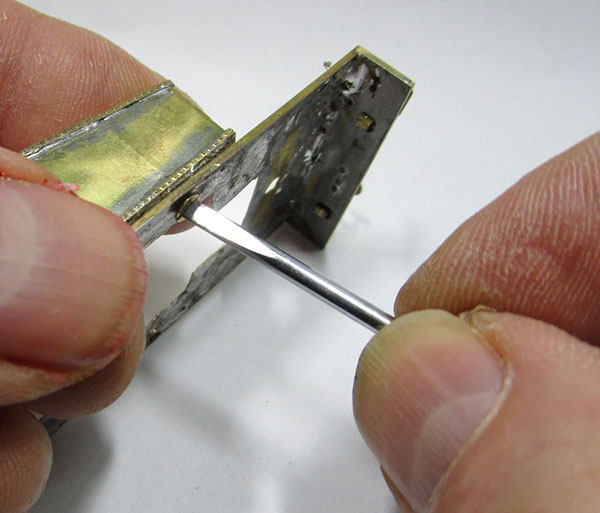
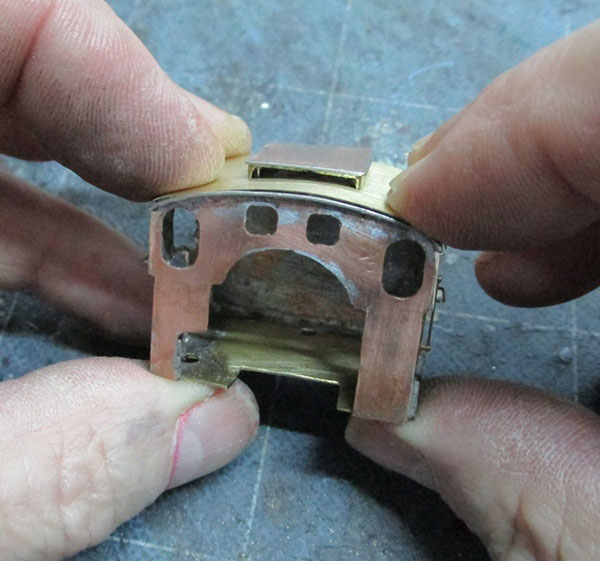
24 et 25 – La paroi arrière est fraisée pour laisser largement le passage du porte-charbon du moteur, afin d’éviter les courts-circuits.

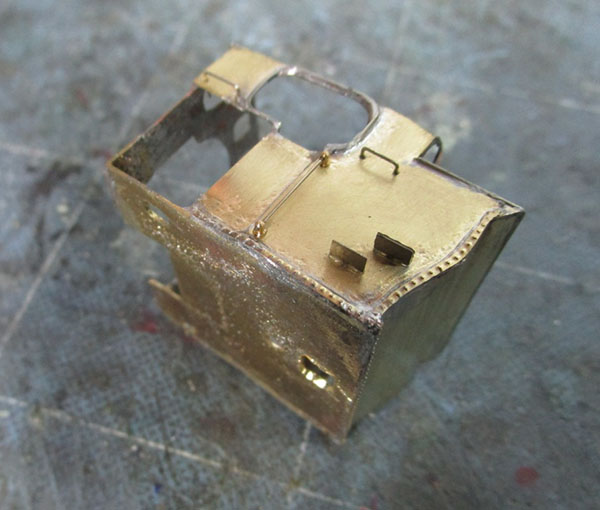
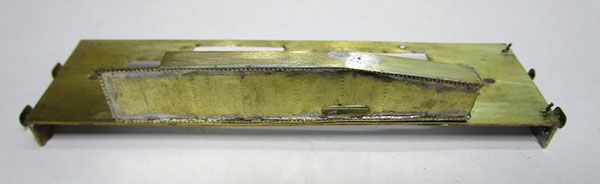
27 à 29 – La fabrication de l’abri/soute à charbon m’a donné « du laiton à retordre ». En réfléchissant à la façon par laquelle j’allais inclure les différents points de fixation des ensembles – entre eux et sur le tablier – j’ai décidé cette fois-ci de ne pas souder la toiture sur l’abri ; à la place, pour assurer une bonne rigidité à l’abri/soute à charbon, j’ai soudé un plancher.



31 et 32 – Vue de la toiture par-dessous. Son galbe est maintenu rigide, grâce à une nervure soudée, confectionnée aux dimensions intérieures.
33 – Clac ! La toiture est maintenue par emboîtement (légèrement en force). Lorsqu’elle est déposée, cela permet les montages et démontages successifs, et plus tard d’installer une « devanture », une équipe de conduite… Et aussi de regarder l’intérieur aménagé, « en s’y croyant » ; hé !

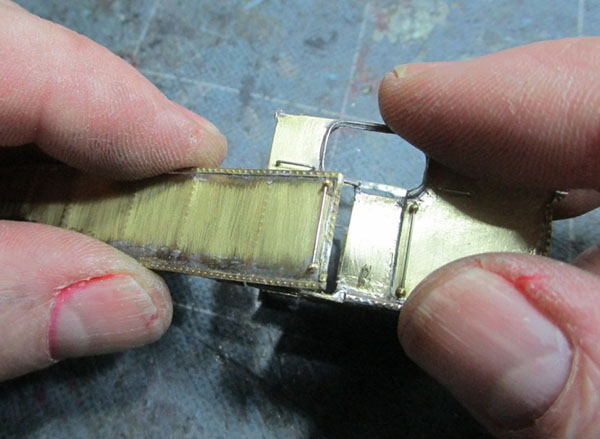

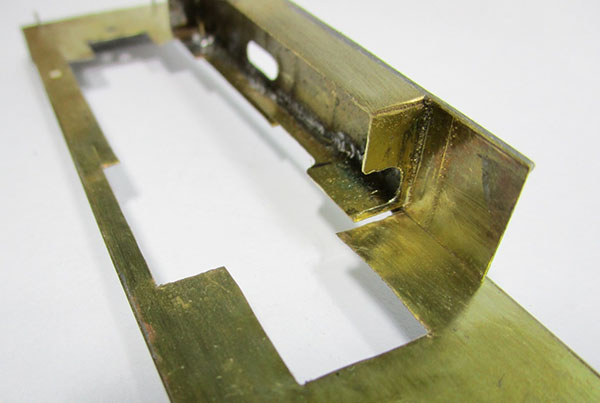
34 à 36 – La paroi des caisses à eau – qui se prolonge à l’arrière jusqu’au portillon - s’insère ainsi contre le côté de l’abri. Celui-ci sera fixé par les mêmes vis qui maintiennent les caisses à eau à l’arrière, le plancher étant pris en sandwich.



37 à 39 – Pour un assemblage sur le tablier démontable et pratique, chaque caisse à eau reçoit 3 écrous soudés à l’intérieur. La fixation se fait par vis introduites sous le tablier.

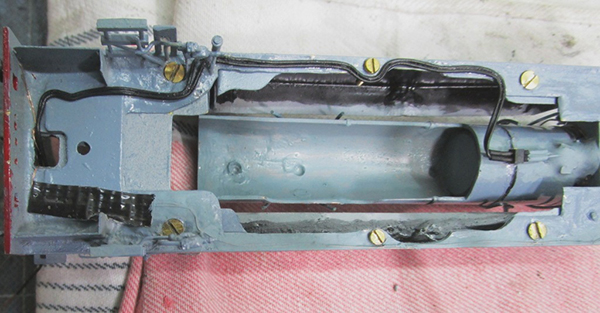
40 – Vue de dessus de l’abri et des caisses à eau assemblés sur le tablier. Au plancher, on voit à l’arrière la découpe pour le passage des fils qui aboutiront dans la soute pour être reliés (et éventuellement à un décodeur pour fonctionnement en digital), et à l’avant pour le passage du moteur. Notez que j’ai dû meuler un peu le dessus du moteur Fleischmann en haut à droite pour qu’il puisse être logé dans le corps cylindrique. En effet, sur le modèle Fleischmann d’origine le corps cylindrique a un diamètre de 21, 5 mm ; mais pour être à l’échelle et bien rendre l’allure de cette loco, pour mon modèle j’ai choisi un tube de 18 mm (16 intérieur).

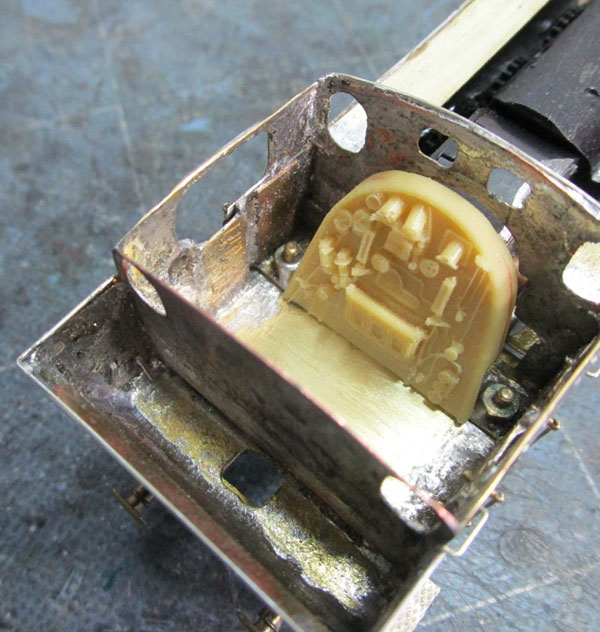
41 et 42 – Préparation et pose d’une « devanture » de foyer Crampton.
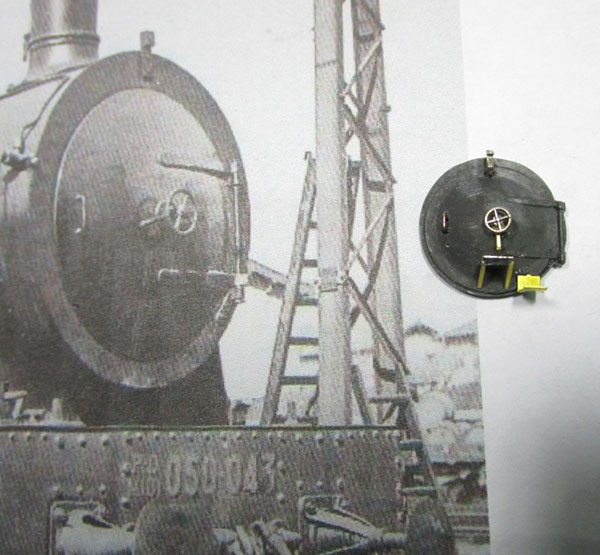

43 et 44 – Je souhaite représenter une loco dans les années 30, période P.O.-MIDI. Je prépare une porte de boîte à fumée « décalée vers le bas » et SANS les taquets de fermeture (apparus ultérieurement), à partir d’une porte M.T. Réf pbf 13. D’autre part, pour donner l’aspect typique des machines P.O.-MIDI, je pose un fanal à acétylène en haut (M.T. Réf. fan 07), et la petite plateforme d’accès sur la porte (M.T. Réf. TA 09)
BIENVENUE CHEZ LES …PELOTS
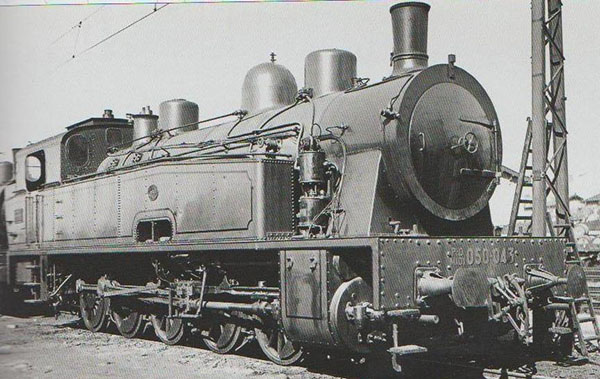
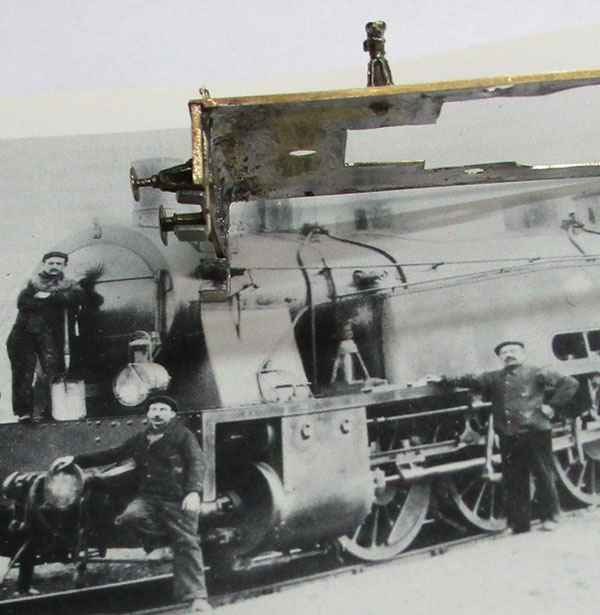
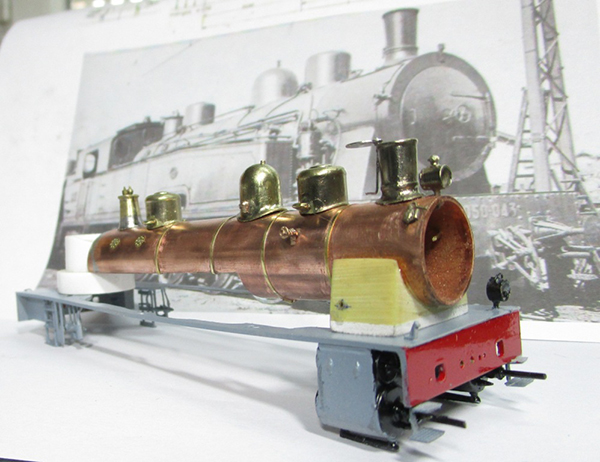
La 050-043 à l'époque P.O.-Midi. Cette belle vue en gros plan a servi d'exemple pour les détails sur le modèle de la 050-032 en construction.
C’était le surnom donné aux mécaniciens et chauffeurs du dépôt d’Ussel par leurs homologues de celui de Limoges, parce qu’ils étaient encore tous chaussés de sabots en bois.
Si beaucoup des 050 T réelles du Midi et du P.O. ont été mutées « à ch’Nord » et y ont fini leur carrière, le modèle dont il est question ici est destiné à circuler sur certains sites de lignes creusoises reproduits à l’époque du P.O.-Midi dans les années 30. Pour desservir ces lignes dans la réalité, des machines de cette série ont été affectées au dépôt d’Ussel à la toute fin de l’époque P.O-MIDI
Patrice Robinet me renseigne :
« Pour les 050 d’origine MIDI 5000, elles ont appartenu au dépôt d’Ussel principalement de 1940 à 1941. Sauf la 032 qui est arrivée en 1937, avant d’être rejointe par ses congénères quelques 3 ans plus tard. L’équipe titulaire de la 032 était en 1937 : mécanicien Hérody Antoine - Chauffeur Madesclaire Pierre.
Voici la liste des machines MIDI qui ont appartenu au dépôt d’Ussel de 1940 à 1941 : 001 ; 006 ; 008 ; 011 ; 013 ; 016 ; 020 ; 031 ; 032 ; 041 et 047. En moyenne, six machines étaient présentes à la fois au dépôt.
Je pense (mais je n’en ai pas la preuve, c’est pourquoi je ne l’ai pas mentionné dans mon livre les "141-TA et le dépôt d’Ussel") que ces machines avaient été mutées à Ussel pour voir si elles seraient capables de remplacer dans l’avenir les 6000 (150-A) qu’on voulait supprimer de ce dépôt ».
C’est donc cette 050-032 qui est choisie pour être représentée par ce modèle.

45 – Les éléments « tôle à retordre » en cuivre et laiton sont terminés, je vais pouvoir passer à la modification des embiellages.

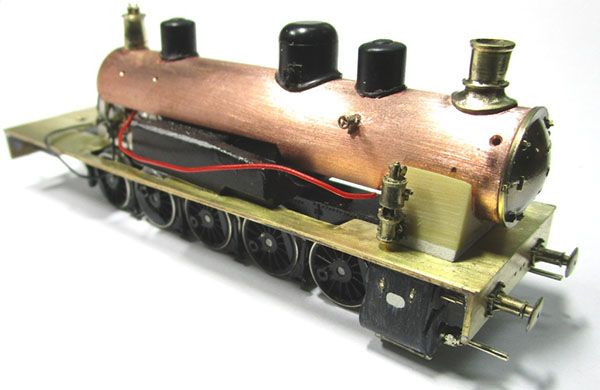
46 et 47 – Assemblage provisoire avec le châssis des éléments confectionnés.
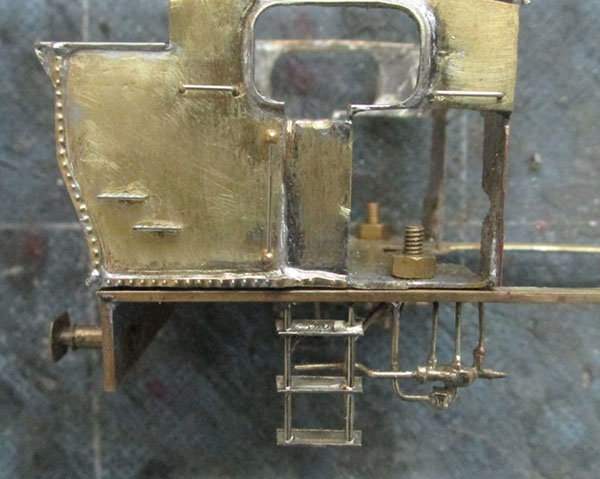
48 – L’abri étant en position sur le tablier, pose des marchepieds (M.T. Réf. march 04) au droit des portillons, et des injecteurs Friedmann (M.T. Réf. inj 04).
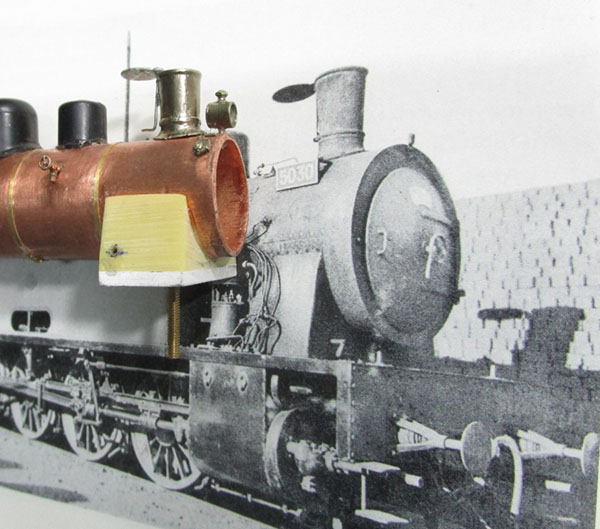
49 – Découvrant que la cheminée du modèle de 230 B Est (kit AMF 87) est tout à fait semblable à celle de la 050 P.O.-MIDI, je décide de l’adopter et donc de remplacer celle que j’avais installée. Je lui adjoins un obturateur (M.T. Réf. chem 15).

50 – « Le levier de commande du régulateur était placé à la partie supérieure et centrale de la « devanture », avec le « manche » en position haute comme sur les 220, 230 et 140 Midi de la même période », lit-on dans la description de Maurice Maillet dans « Les locomotives-tender de route » tome 3.
Pose du levier M.T. Réf. C 19, « le manche en haut »
51 - Sur la caisse à eau côté droit, pose de 3 robinets de jauge.
52 et 53 – Observant les photos du côté gauche de la loco aux époques « Midi » et « P.O.-Midi », on voit toujours un cric posé sur le tablier, devant la caisse à eau : donc pose de l’accessoire M.T. Réf. div 27.
Pose de marchepieds devant la traverse de choc.
54 – Côté droit du tablier, pose d’une plaque devant l’injecteur et d’une prise de mouvement (pour un graisseur dans l’abri).

55 – Pose de trappes de remplissage sur les caisses à eau (récup’ de tender 30 R Jouef).
56 – Dans l’abri côté mécanicien, soudure d’un robinet de frein (M.T. Réf. C 07).
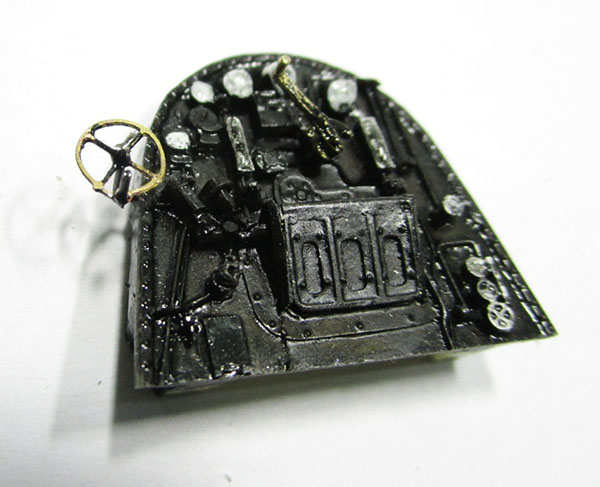

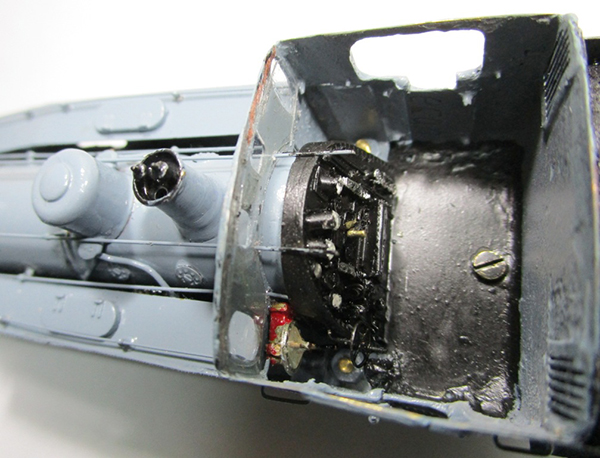
58 – « Sur les 050 T P.O.-Midi, l’indicateur-enregistreur de vitesse système Hausshälter, avec vitesse limite fixée à 50 km/h, était posé sur la façade intérieure côté mécanicien de l’abri », nous décrivait Maurice Maillet.
On voit cet appareil (en rouge) sur la paroi latérale droite de l’abri de la 141 TA de La Cité du Train (photo J.F. Lavrut).

59 – J’ai voulu essayer d’évoquer ce petit détail, pour meubler l’intérieur de l’abri du modèle.

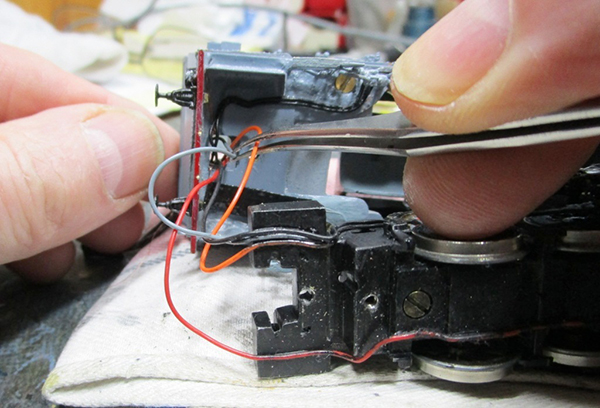
60 – Déplacement des bielles d’accouplement, coupure de l’une d’elles, soudure d’une rallonge… J’ai fait comme Yann dans son article, et bien testé le châssis-moteur ré-équipé avec la nouvelle disposition.

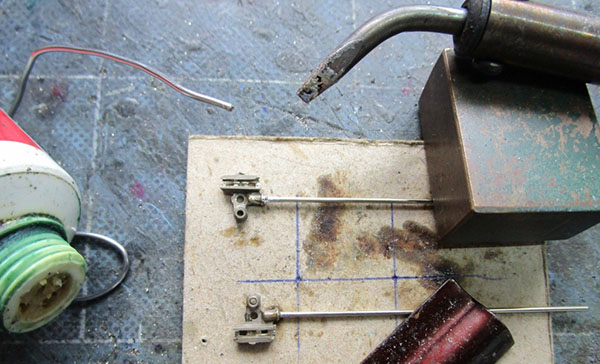
61 – J’attaque à présent les modifications sur les glissières, les embiellages de distribution et leur support ; sacré bazar sur la table de travail !
62 – Comme il faut rallonger les tiges de pistons et que les crosses sont en plastique, je préfère en utiliser d’autres en laiton, c’est plus agréable pour souder et riveter. Je choisis des crosses provenant de mon ancien kit de 140 E PLM (M.T. Réf. pat 10). Je les perce et soude une section de maillechort dressé Diam. 1 mm.
63 – Parmi les bielles motrices M.T., la Réf. C 30 possède l’entr’axe correspondant. L’articulation est réalisée avec un rivet en cuivre (L’Octant Réf. VR 104).
64 – Placement des bielles en position « point mort avant » et accrochage de l’ensemble bielle motrice/crosse de piston.
65 – La tige de piston est coupée au droit de l’avant du cylindre, juste avant la sortie, obturée par la contre-tige.



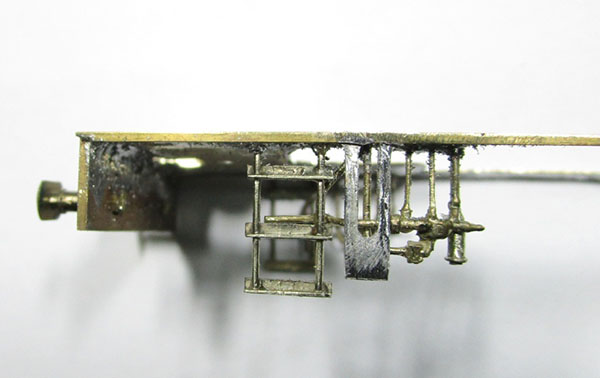
67 et 68 – Après avoir séparé les embiellages de distribution du support, déplacement de 12 mm vers l’arrière et soudure en nouvelle position. Je commence par le côté gauche. La section soudée verticalement de fil maillechort dressé Diam. 0,6 figurera cette partie bien visible du support en réalité. La glissière est rallongée par un morceau provenant de celle d’une 150 X Jouef, et une section de tube y est soudée à l’avant pour guider la tige de piston.

69 – Cet ensemble ainsi que le bloc-cylindres sont vissés au châssis pour mise au point. La bielle de commande de pendule est provisoirement accrochée à la crosse par une vis et écrou de 1 mm, afin de contrôler le positionnement et la course des différentes bielles.

70 – La tige de tiroir est préparée : soudure au bout d’une section de fil maillechort dressé Diam. 0,8 d’une rondelle avec un trou de 1,1 mm, pour son articulation avec le pendule.

71 – Les articulations bielle de pendule sur crosse et tige de tiroir sur pendule sont réalisées avec des rivets M.T. Réf. riv 01.

72 – Avant de remonter l’embiellage et le bloc-cylindres, une petite section de tube est enfilée sur la tige de tiroir. Une fois celle-ci alignée parallèlement à celle du piston, un point de soudure vient immobiliser le tube-guide sur la languette qui remonte de la rallonge de glissière.
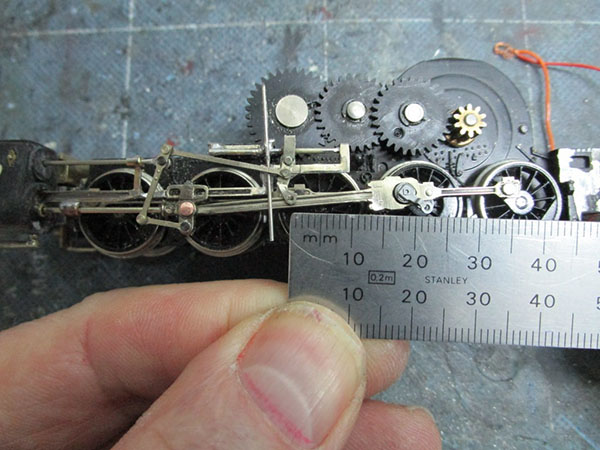
73 – Il faut maintenant adapter une nouvelle bielle de commande de coulisse. Pour déterminer sa longueur, il faut positionner successivement les roues au point mort avant et arrière. Je trouve 22 mm.

74 - La bielle de l’ancienne 141 R Jouef correspond, je l’adopte et réalise les articulations, toujours avec des rivets M.T. Réf. riv 01.

75 – Remontage pour essais. Ca tourne ! Il reste à faire le même ensemble, mais de manière symétrique, pour le côté droit.
76 – Les deux embiellages de distribution (gauche et droit) sont terminés. Montage avec le tablier et les caisses à eau, pour ajuster les découpes dessous, car il ne faut pas oublier que les polarités de « baladent partout », les roues étant en métal. Gare aux courts-jus ! Le fil maillechort vertical est visible au milieu du trou ovale, comme l’était en réalité le support d’embiellages.
77 – A l’avant gauche, pose d’un fanal acétylène sur le tablier. Il est obtenu à partir du fanal M.T. Réf. fan 07, raccourci et muni d’une poignée. Sa tige-support est soudée, afin de rendre plus facile l’installation de son futur équipement fonctionnel.
78 – A l’arrière gauche, pose d’un même fanal. La présence – en plus de celui devant la cheminée – de ces deux autres fanaux « fixes » (car raccordés à une tuyauterie de gaz venant de l’abri) était pratique courante à l’époque P.O.-Midi, à l’observation des photos de machines de la compagnie.
Soudure d’une tôle de laiton pour figurer les caisses à outils (ou « garde-mangers » ?) de part et d’autre du châssis.
79 – Constitué du bloc-cylindres et des embiellages de distribution réunis par leur support isolé au milieu, cet ensemble fait penser à celui des anciennes 141 R Jouef, et bien d’autres « vapeurs » de la marque. Comme eux, il est démontable et d’un seul geste peut être séparé du bloc-cylindres. Le voici prêt à passer en peinture.

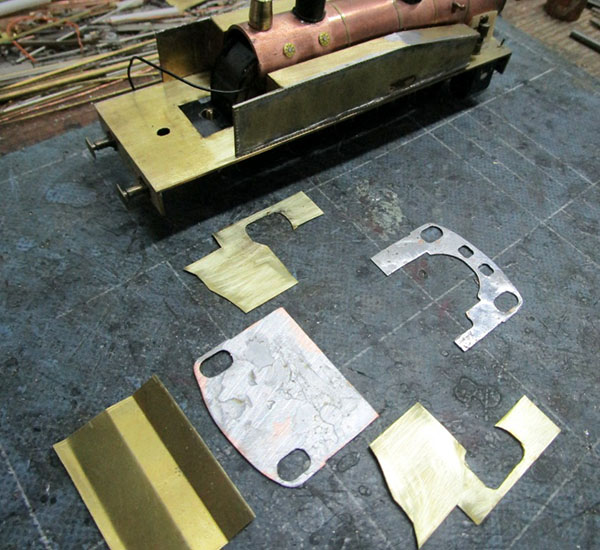
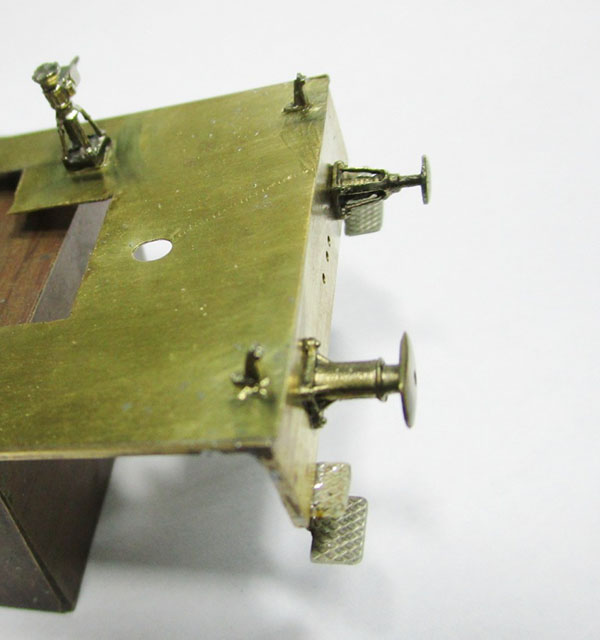
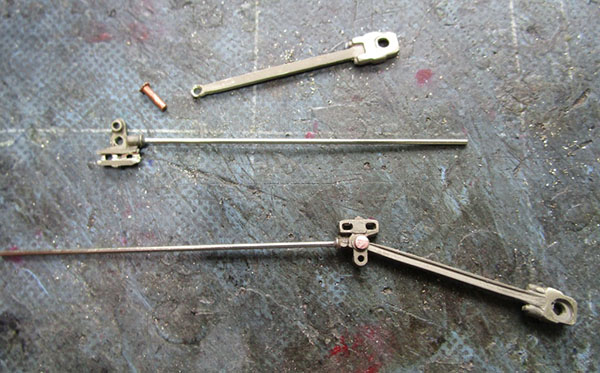
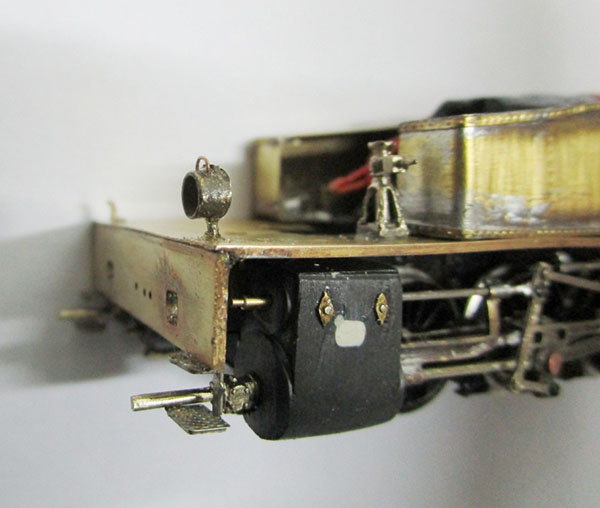
80 – Préparation simultanée des fixations pour les attelages, à partir de pièces M.T. Réf. div 66 (boîtiers en fonderie laiton pour recevoir tous types de coupleurs), et des chasse-pierres car leur fixation est très proche de celles des boîtiers d’attelages.
A gauche les pièces préparées pour l’arrière, à droite celles pour l’avant.
81 – Fixation des pièces à l’avant. Les trous percés dans le châssis sont taraudés (M 2). Le fil en bronze au phosphore Diam. 0,3 soudé au boîtier sert pour le rappel de l’attelage dans l’axe.

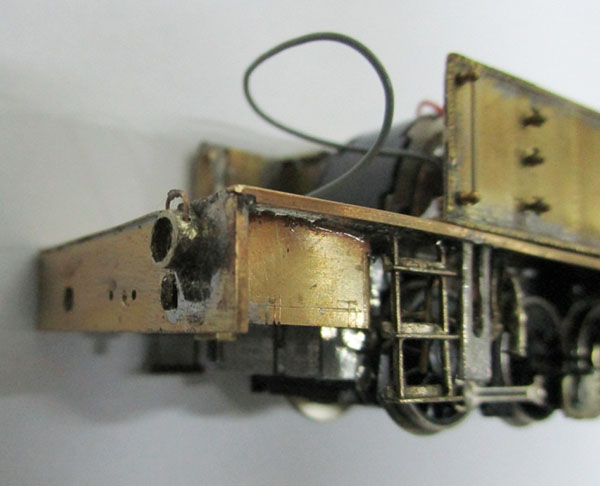
82 – Fixation des pièces à l’arrière. L’articulation ici se fera autour de la même vis de fixation qui solidarisera à l’arrière le châssis au tablier et à l’abri.

83 – Sur la toiture de l’abri, pose du sifflet (M.T. Réf. sif 01) et de la cheminée du plafonnier d’éclairage acétylène, tourné à la lime dans une soupape serrée dans le mandrin de la mini-perçeuse.

84 – Sur la face frontale de l’abri, pose de cadres de fenêtres. Ils proviennent de différentes plaques (M.T. Réf. encf 04 a) et encf 09), et sont déformés à la pince à petits becs pour épouser le contour de ces hublot. Collage à la cyano.

85 – Peinture en noir mat de l’ensemble des embiellages de distribution et de la porte de boîte à fumée.

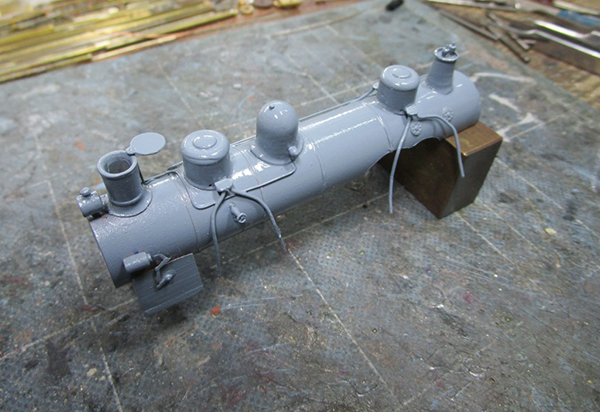
86 – Première couche d’apprêt sur le tablier, l’abri, les caisses à eau et le bloc-cylindres.
A ce stade, je ne peux continuer la peinture car j’ai prévu de remplacer le dôme de vapeur sur le corps cylindrique. En effet, le choix définitif est la 050-032 (lire le texte « Bienvenue chez …Les Pelots »). Ce dôme doit être de forme sphérique au-dessus, comme celui de la 050-043 (photo de la machine réelle en tête du texte en question). Le dôme posé initialement sera donc remplacé par une autre pièce, actuellement en commande à la fonderie par l’ami Christophe d’AMF 87.
J’observe donc une pause (d’un mois environ) avant de finaliser ce modèle.
Ayant reçu les pièces de fonderie attendues, reprise des opérations.
87 et 88 – Remplacement des dômes posés initialement, par des pièces AMF 87 : dôme de vapeur de la 230 ETAT et dômes de sablières de 141 TB EST.
Remodelage de l’embase du cache-soupapes.
89 - Pose de la tuyauterie pour la vanne de souffleur, celle pour la pompe à air, et les huit des sablières.

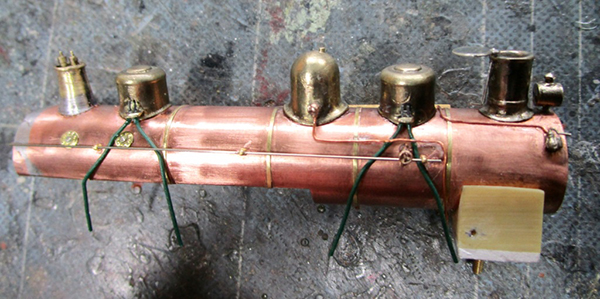
91 – Scellement de micro-LED avec fils en cuivre isolés au vernis dans le fanal acétylène devant la cheminée, ainsi que ceux à l’avant et à l’arrière sur le tablier.
92 – Les fils des LED du tablier cheminent sous le tablier (collés à la cyano) et aboutissent à l’arrière, au droit de la soute à combustible où ils entrent par la lumière découpée à cet effet.

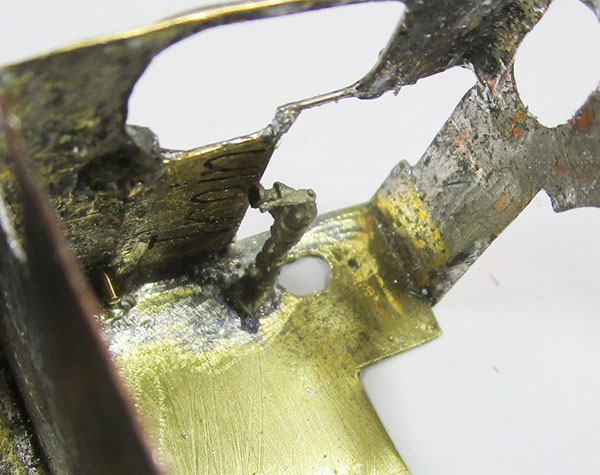
94 – « P.O. HIDI ». Sur la planche de décalcomanies Carpéna Réf. 87-06 que j’ai pieusement conservée, il y a ces chiffres et lettres jaunes, mais il n’y a pas de « M ». Je vais tenter de transformer ce « H » en « M » en dessinant un V à la place de la barre horizontale de ce H, à la peinture jaune …

95 – Une petite touche de peinture, et on voit un « M ».
Pose provisoire d’éléments MECANIC TRAINS sur la traverse de choc : tampons Réf. T 22 (et un T 19 à l’avant droit comme sur la vraie 050-043 !), attelage factice Réf. att 01, demi-accouplements de freins Réf. att 08 et demi-accouplement de chauffage vapeur Réf. att 03.
96 – Les fils d’alimentation des fanaux cheminent sous le tablier, où ils sont collés à la cyano. Ceux en cuivre du fanal avant (en bas), à peine visibles, sont protégés à l’arrière du contact avec le châssis. En haut, ceux qui alimentent le fanal situé devant la cheminée sont une branche d’un micro-connecteur (M.T. Réf. fan 13).
Ces fils contournent les vis de fixation des caisses à eau.
97 - Afin de pouvoir séparer le corps cylindrique du tablier, l’autre branche du micro-connecteur est raccordée aux fils de cuivre du fanal ; ces derniers sont fragiles, les soudures sont donc noyées dans un bloc de résine époxy, qui tout en faisant office d’isolant arrime solidement la prise au corps cylindrique.
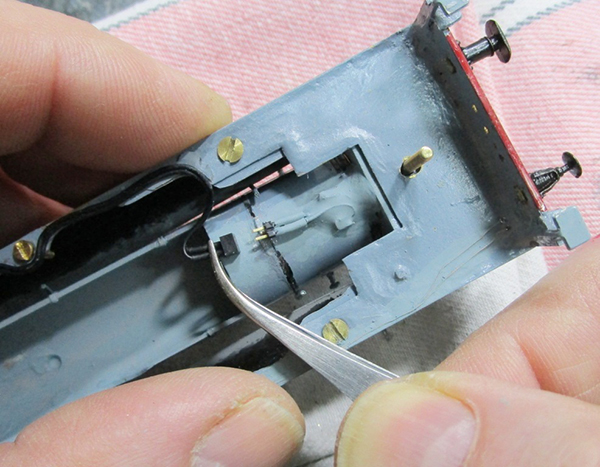
98 – Les fils sortant du châssis (ceux des palpeurs de courant et ceux d’alimentation du moteur) sont introduits dans la soute à combustible par la fenêtre découpée dessous, avant l’assemblage du châssis avec les autres parties.
Ainsi tout démontage ultérieur pour interventions pourra se faire sans couper de fils, et au remontage il n’y aura qu’à rebrancher le micro-connecteur, et les différents fils dans la soute .

99 et 100 – Montage final, puis pose des tringleries de commande des vannes de dôme. Il ne manque plus que les plaques de numérotation photogravées, qui sont en fabrication.
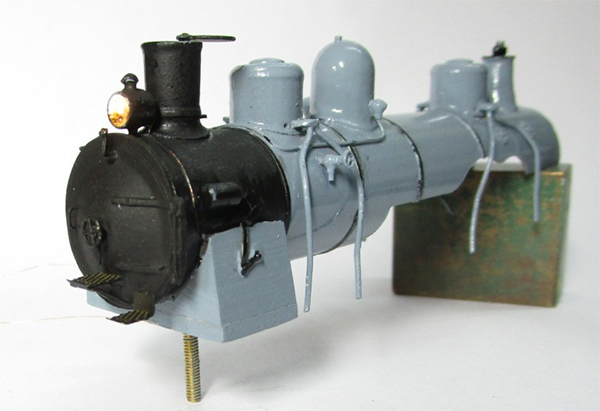
PHOTOS DU MODÊLE MONTÉ




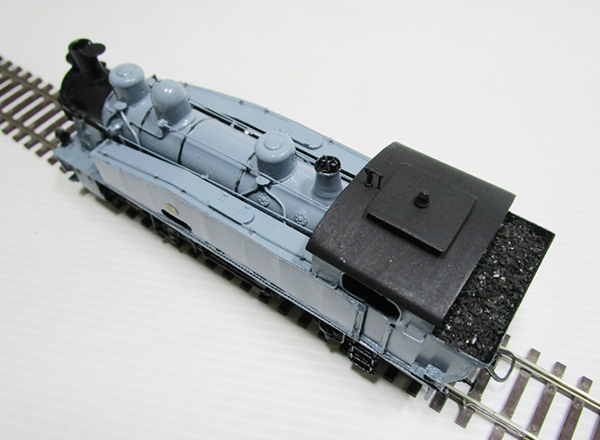

Quelques vues de la 050-032 sur le décor « Sainte-Piste », avant de prendre son service sur les lignes de la Creuse au temps du P.O.-Midi.


Le modèle équipé de ses plaques et décoré de filets noirs, maintenant en service sur les lignes de la Creuse au temps du P.O.-Midi par Laurent Quelet


